Винты самонарезающие по металлу: ГОСТ 10618-80 Винты самонарезающие для металла и пластмассы. Общие технические условия (с Изменениями N 1, 2), ГОСТ от 30 декабря 1980 года №10618-80
ГОСТ 10618-80 Винты самонарезающие для металла и пластмассы. Общие технические условия (с Изменениями N 1, 2), ГОСТ от 30 декабря 1980 года №10618-80
ГОСТ 10618-80
Группа Г32
МКС 21.060.10
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 N 6109
3. Стандарт соответствует международным стандартам ИСО 1478-83 в части допусков диаметра резьбы и ИСО 2702-74 в части твердости поверхности и методов контроля винтов
4. ВЗАМЕН ГОСТ 10618-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в апреле 1985 г., марте 1991 г. (ИУС 7-85, 6-91)
Настоящий стандарт распространяется на самонарезающие винты для металла и пластмассы класса точности В с притупленными заостренными концами.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Черт.1. Резьба с крупным шагом
Черт.1
Таблица 1
мм
|
Диаметр резьбы |
Номин. |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
Пред. |
-0,14 |
-0,18 |
-0,22 |
||||
|
Внутренний диаметр резьбы, не более |
1,7 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
|
|
Шаг резьбы |
1,25 |
1,75 |
2,00 |
2,50 |
3,50 |
||
|
Ширина площадки , не более |
0,10 |
0,15 |
0,20 |
||||
|
Длина конического конца |
2,9 |
4,3 |
5,7 |
6,1 |
|||
 откл. по h 13
откл. по h 13Примечание. В зависимости от метода образования резьбы края площадки могут иметь скругления.
В зависимости от метода образования резьбы края площадки могут иметь скругления.
Черт.2. Резьба с мелким шагом
Резьба с мелким шагом
Черт.2
Таблица 2
мм
|
Диаметр резьбы |
Номин. |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
Пред. откл. по h 13 |
-0,14 |
-0,18 |
-0,22 |
||||
|
Внутренний диаметр резьбы, не более |
2,0 |
2,3 |
2,9 |
3,9 |
4,9 |
6,2 |
|
|
Шаг резьбы |
1,0 |
1,5 |
1,75 |
2,0 |
|||
|
Ширина площадки , не более |
0,10 |
0,15 |
|||||
|
Длина конического конца с углом 4° |
3,5 |
5,0 |
6,0 |
7,0 |
|||
|
Длина конического конца с углом 7°30′ |
1,00 |
1,50 |
1,75 |
2,00 |
|||
(Измененная редакция, Изм. N 1, 2).
N 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл.3.
Таблица 3
|
Наименование |
Марка материала |
Условное обозначение |
|
Углеродистые стали |
08кп, 10, 10кп по ГОСТ 10702 |
01 |
|
20, 20кп, 25 по ГОСТ 10702 |
04 |
|
|
Легированные стали |
20Х, 40Х по ГОСТ 4543 |
10 |
|
30Х ГСА по ГОСТ 4543 |
12 |
(Измененная редакция, Изм. N 2).
N 2).
2.3. Допускается для изготовления винтов применять не указанные в табл.3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл.3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть 57…63 HRC, с мелким — 37…47 HRC.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV; 83HR15N.
Глубина слоя химико-термической обработки должна быть:
|
для диаметров от |
2 |
до |
3 |
— |
0,04-0,1 |
мм; |
|||||
|
« |
« |
« |
4 |
« |
6 |
— |
0,05-0,18 |
мм; |
|||
|
« |
« |
« |
7 |
— |
0,1-0,23 |
мм. |
|||||

(Измененная редакция, Изм. N 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ±10%.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30% всей длины винта.
(Измененная редакция, Изм. N 2).
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение — по ГОСТ 1759. 0.
0.
(Измененная редакция, Изм. N 2).
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009. — Примечание изготовителя базы данных.
Допускаемые дефекты поверхности винтов — по ГОСТ 1759.2*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15% от диаметра резьбы.
2.11, 2.12. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки винтов — по ГОСТ 17769.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759. 0, ГОСТ 1759.2.
0, ГОСТ 1759.2.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125…165 НВ, содержание углерода в стали пластины должно быть не более 0,23%;
толщина пластины , а также диаметры отверстий должны соответствовать указанным на черт.3 и в табл.4.
Черт.3
Черт.3
Таблица 4
мм
|
Номинальный диаметр резьбы |
2,5 |
3 |
4 |
5 |
6 |
8 |
|
для винтов: |
||||||
|
с крупным шагом резьбы |
1,25 |
1,25 |
1,75 |
2,00 |
2,50 |
3,50 |
|
с мелким шагом резьбы |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
8,0 |
|
(Н13) для винтов: |
||||||
|
с крупным шагом резьбы |
2,0 |
2,5 |
3,0 |
3,8 |
4,8 |
6,0 |
|
с мелким шагом резьбы |
2,1 |
2,5 |
3,5 |
4,5 |
5,5 |
7,5 |
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы.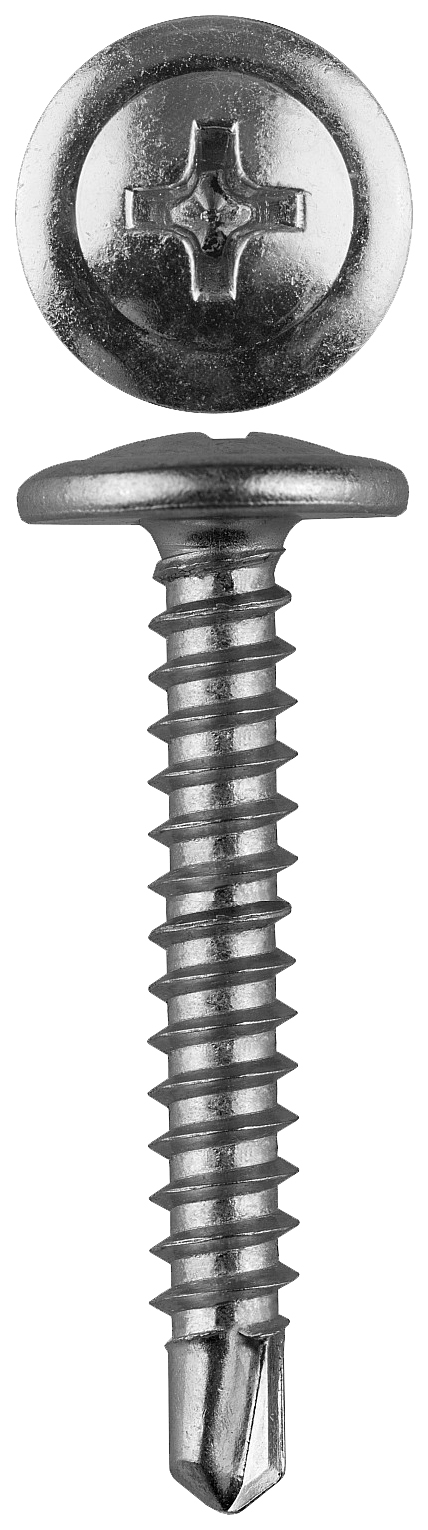 Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
4,1, 4.2. (Измененная редакция, Изм. N 1).
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 18160.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ВИНТОВ
ПРИЛОЖЕНИЕ 1
Обязательное
|
Винт |
2- |
5 |
x |
1,5 |
x |
30 |
01 |
01 |
6 |
|||||||||||||||||||||||
|
Наимено- |
Испол- |
Номи- |
Мелкий шаг резьбы |
Длина винта |
Группа материала |
Условное обозна- |
Толщина покрытия |
Обозна- |
||||||||||||||||||||||||
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначения винта в исполнении 2, с диаметром резьбы =5 мм, с мелким шагом резьбы, длиной =30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2-5×1,5×30.01.16 ГОСТ …
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие.
Общие технические условия.
Конструкция и размеры: Сб. стандартов. —
М.: Стандартинформ, 2007
ГОСТ 11650-80 Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы. Конструкция и размеры (с Изменением N 1), ГОСТ от 30 декабря 1980 года №11650-80
ГОСТ 11650-80
Группа Г32
МКС 21. 060.10
060.10
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. N 6110 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 N 399
ВЗАМЕН ГОСТ 10621-63, ГОСТ 11650-65 в части винтов с притупленным концом
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1985 г. (ИУС 7-85).
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл.1, 2.
Чертеж. Конструкция и размеры винтов
Исполнение 1
Исполнение 2
__________________
* Размер для справок.
Таблица 1
|
Размеры, мм |
||||||||
|
Номинальный диаметр резьбы |
2,5 |
3 |
4 |
5 |
6 |
8 |
||
|
Шаг резьбы |
1,25 |
1,75 |
2,0 |
2,5 |
3,5 |
|||
|
Диаметр головки |
Номин. |
4,5 |
5,5 |
7,0 |
8,5 |
10,0 |
13,0 |
|
|
Пред. откл. по 15 |
±0,24 |
±0,29 |
±0,35 |
|||||
|
Высота головки |
Номин. |
1,7 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
|
|
Пред. |
±0,2 |
±0,24 |
||||||
|
Радиус сферы головки |
2,4 |
2,9 |
3,6 |
4,4 |
5,1 |
6,6 |
||
|
Радиус под головкой |
, не менее |
0,10 |
0,20 |
0,25 |
0,40 |
|||
|
, не более |
3,1 |
3,6 |
4,7 |
5,7 |
6,8 |
9,2 |
||
|
Ширина шлица |
Номин. |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
|
|
Не менее |
0,66 |
0,86 |
1,06 |
1,26 |
1,66 |
2,06 |
||
|
Не более |
0,80 |
1,00 |
1,20 |
1,51 |
1,91 |
2,31 |
||
|
Глубина шлица |
Не менее |
0,9 |
1,0 |
1,6 |
2,1 |
2,3 |
3,3 |
|
|
Не более |
1,3 |
1,4 |
2,0 |
2,5 |
2,7 |
3,7 |
||
|
Допуск соосности головки относительно стержня (2IТ14) |
0,60 |
0,72 |
0,86 |
|||||
|
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) |
0,50 |
0,60 |
0,72 |
|||||
|
Номер крестообразного шлица |
1 |
2 |
3 |
|||||
|
Диаметр крестообразного шлица , не более |
2,8 |
3,1 |
4,2 |
5,0 |
6,6 |
7,7 |
||
|
Глубина крестообразного шлица |
1,25 |
1,60 |
1,75 |
2,50 |
2,45 |
3,65 |
||
|
Глубина вхождения калибра в крестообразный шлиц |
Не более |
1,4 |
1,7 |
2,0 |
2,8 |
3,0 |
4,2 |
|
|
Не менее |
1,1 |
1,4 |
1,5 |
2,3 |
2,5 |
3,7 |
||
|
Недовод резьбы, не более |
0,8 |
1,0 |
||||||

 откл. по 15
откл. по 15
Примечание. Крестообразный шлиц — по ГОСТ 10753-86.
Крестообразный шлиц — по ГОСТ 10753-86.
Таблица 2
мм
Примечание. Длины , заключенные в скобки, применять не рекомендуется.
Примеры условного обозначения:
Винт в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5х30.01 ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5х30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. N 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в приложении 1.
5. (Исключен, Изм. N 1).
N 1).
ПРИЛОЖЕНИЕ 1 (справочное). Теоретическая масса самонарезающих винтов
ПРИЛОЖЕНИЕ 1
Справочное
|
Длина винта , мм |
Номинальный диаметр резьбы , мм |
|||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг |
||||||
|
6 |
0,32 |
0,51 |
— |
— |
— |
— |
|
8 |
0,37 |
0,59 |
1,11 |
— |
— |
— |
|
10 |
0,42 |
0,67 |
1,25 |
2,21 |
— |
— |
|
12 |
0,47 |
0,75 |
1,39 |
2,43 |
3,61 |
— |
|
14 |
0,52 |
0,83 |
1,53 |
2,67 |
3,93 |
— |
|
16 |
0,57 |
0,91 |
1,67 |
2,91 |
4,25 |
5,01 |
|
18 |
0,62 |
0,99 |
1,81 |
3,15 |
4,57 |
5,58 |
|
20 |
— |
1,07 |
1,95 |
3,39 |
4,89 |
6,15 |
|
22 |
— |
— |
2,09 |
3,63 |
5,21 |
6,72 |
|
25 |
— |
— |
2,30 |
4,00 |
5,69 |
7,57 |
|
30 |
— |
— |
2,65 |
4,60 |
6,49 |
9,00 |
|
35 |
— |
— |
3,00 |
5,20 |
7,29 |
10,42 |
|
40 |
— |
— |
— |
5,80 |
8,09 |
11,84 |
|
45 |
— |
— |
— |
6,40 |
8,99 |
13,25 |
|
50 |
— |
— |
— |
— |
9,69 |
14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
(Исключено, Изм. N 1).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие. Общие
технические условия. Конструкция
и размеры: Сб. ГОСТов. —
М.: Стандартинформ, 2006
ГОСТ 11650-80
ГОСТ 11650-80
Группа Г32
МКС 21.060.10
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1980 г. N 6110 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 29.03.91 N 399
ВЗАМЕН ГОСТ 10621-63, ГОСТ 11650-65 в части винтов с притупленным концом
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1985 г. (ИУС 7-85).
1. Настоящий стандарт распространяется на самонарезающие винты с полукруглой головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в табл.1, 2.
Чертеж. Конструкция и размеры винтов
Исполнение 1
Исполнение 2
__________________
* Размер для справок.
Таблица 1
|
Размеры, мм |
||||||||
|
Номинальный диаметр резьбы |
2,5 |
3 |
4 |
5 |
6 |
8 |
||
|
Шаг резьбы |
1,25 |
1,75 |
2,0 |
2,5 |
3,5 |
|||
|
Диаметр головки |
Номин. |
4,5 |
5,5 |
7,0 |
8,5 |
10,0 |
13,0 |
|
|
Пред. откл. по 15 |
±0,24 |
±0,29 |
±0,35 |
|||||
|
Высота головки |
Номин. |
1,7 |
2,1 |
2,8 |
3,5 |
4,2 |
5,6 |
|
|
Пред. |
±0,2 |
±0,24 |
||||||
|
Радиус сферы головки |
2,4 |
2,9 |
3,6 |
4,4 |
5,1 |
6,6 |
||
|
Радиус под головкой |
, не менее |
0,10 |
0,20 |
0,25 |
0,40 |
|||
|
, не более |
3,1 |
3,6 |
4,7 |
5,7 |
6,8 |
9,2 |
||
|
Ширина шлица |
Номин. |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
|
|
Не менее |
0,66 |
0,86 |
1,06 |
1,26 |
1,66 |
2,06 |
||
|
Не более |
0,80 |
1,00 |
1,20 |
1,51 |
1,91 |
2,31 |
||
|
Глубина шлица |
Не менее |
0,9 |
1,0 |
1,6 |
2,1 |
2,3 |
3,3 |
|
|
Не более |
1,3 |
1,4 |
2,0 |
2,5 |
2,7 |
3,7 |
||
|
Допуск соосности головки относительно стержня (2IТ14) |
0,60 |
0,72 |
0,86 |
|||||
|
Допуск симметричности шлица относительно стержня в диаметральном выражении (2IТ14) |
0,50 |
0,60 |
0,72 |
|||||
|
Номер крестообразного шлица |
1 |
2 |
3 |
|||||
|
Диаметр крестообразного шлица , не более |
2,8 |
3,1 |
4,2 |
5,0 |
6,6 |
7,7 |
||
|
Глубина крестообразного шлица |
1,25 |
1,60 |
1,75 |
2,50 |
2,45 |
3,65 |
||
|
Глубина вхождения калибра в крестообразный шлиц |
Не более |
1,4 |
1,7 |
2,0 |
2,8 |
3,0 |
4,2 |
|
|
Не менее |
1,1 |
1,4 |
1,5 |
2,3 |
2,5 |
3,7 |
||
|
Недовод резьбы, не более |
0,8 |
1,0 |
||||||

 откл. по 15
откл. по 15
Примечание. Крестообразный шлиц — по ГОСТ 10753-86.
Крестообразный шлиц — по ГОСТ 10753-86.
Таблица 2
мм
Примечание. Длины , заключенные в скобки, применять не рекомендуется.
Примеры условного обозначения:
Винт в исполнении 1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с крупным шагом резьбы
Винт 5х30.01 ГОСТ 11650-80
То же, в исполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материала группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5х30.01.016 ГОСТ 11650-80
(Измененная редакция, Изм. N 1).
3. Технические требования, резьба, методы контроля, правила приемки, упаковка и маркировка — по ГОСТ 10618-80.
4. Теоретическая масса винтов указана в приложении 1.
5. (Исключен, Изм. N 1).
N 1).
ПРИЛОЖЕНИЕ 1 (справочное). Теоретическая масса самонарезающих винтов
ПРИЛОЖЕНИЕ 1
Справочное
|
Длина винта , мм |
Номинальный диаметр резьбы , мм |
|||||
|
2,5 |
3 |
4 |
5 |
6 |
8 |
|
|
Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг |
||||||
|
6 |
0,32 |
0,51 |
— |
— |
— |
— |
|
8 |
0,37 |
0,59 |
1,11 |
— |
— |
— |
|
10 |
0,42 |
0,67 |
1,25 |
2,21 |
— |
— |
|
12 |
0,47 |
0,75 |
1,39 |
2,43 |
3,61 |
— |
|
14 |
0,52 |
0,83 |
1,53 |
2,67 |
3,93 |
— |
|
16 |
0,57 |
0,91 |
1,67 |
2,91 |
4,25 |
5,01 |
|
18 |
0,62 |
0,99 |
1,81 |
3,15 |
4,57 |
5,58 |
|
20 |
— |
1,07 |
1,95 |
3,39 |
4,89 |
6,15 |
|
22 |
— |
— |
2,09 |
3,63 |
5,21 |
6,72 |
|
25 |
— |
— |
2,30 |
4,00 |
5,69 |
7,57 |
|
30 |
— |
— |
2,65 |
4,60 |
6,49 |
9,00 |
|
35 |
— |
— |
3,00 |
5,20 |
7,29 |
10,42 |
|
40 |
— |
— |
— |
5,80 |
8,09 |
11,84 |
|
45 |
— |
— |
— |
6,40 |
8,99 |
13,25 |
|
50 |
— |
— |
— |
— |
9,69 |
14,68 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
(Исключено, Изм. N 1).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Винты самонарезающие. Общие
технические условия. Конструкция
и размеры: Сб. ГОСТов. —
М.: Стандартинформ, 2006
таблица размеров по ГОСТу, черные самонарезающие винты для крепления поликарбоната к металлу и другие модели
Прочная и долговечная конструкция – это результат использования качественного крепежа. В настоящее время особым спросом у потребителей пользуются болты по металлу, которые имеют много преимущественных характеристик. О них и пойдет речь в нашей статье.
Особенности
Саморезы данного типа используются не только в быту, но и на производстве. Так как металл имеет жесткую структуру, с ним может справиться только эта категория метизов. Данные крепежные элементы имеют невысокую стоимость и реализуются килограммами либо поштучно. Обычно для выполнения какой-либо задачи нескольких деталей бывает мало, поэтому покупка зачастую производится по весу.
Так как металл имеет жесткую структуру, с ним может справиться только эта категория метизов. Данные крепежные элементы имеют невысокую стоимость и реализуются килограммами либо поштучно. Обычно для выполнения какой-либо задачи нескольких деталей бывает мало, поэтому покупка зачастую производится по весу.
Главной особенностью метиза по металлу считается наличие у него острого окончания либо наконечника со сверлом и мелкошаговой резьбой.
Основными характеристиками изделий являются:
- невысокая стоимость;
- отсутствие сложностей в процессе монтажа;
- износоустойчивость;
- хорошее качество и длительный период использования;
- устойчивость к воздействию негативных факторов окружающей среды.
Болт для крепления металлических конструкций состоит из нескольких частей.
- Стержень – это основная часть самореза, имеющая значительную длину и различный шаг.
- Головка. Согласно особенностям применения данный метиз может иметь шляпку под шестигранный ключ либо под отвертку крестообразного типа.
- Шайба или прокладку, что герметизирует отверстие. Большинство изготовителей реализуют саморезы с резиновой прокладкой. Однако они недостаточно долговечны и надежны. Шайба должна характеризоваться выпуклостью формы, что способствует повышенной герметичности во время монтажа.
- Наконечник. Эта часть изделия характеризуется герметичностью и сверлообразной формой.
Во время изготовления саморезов для металлического листа производитель обязан руководствоваться ГОСТами 1144-80, 1145-80, 1146-80, DIN 7981, 7982, 7983.
Соблюдение данных норм позволяет применять изделия во время соединения поверхностей внутри и снаружи помещений.
Сферы применения
Саморезы активно используются для соединения листового поликарбоната, толстого и тонкого материалов. Их применяют в различных ремонтных направлениях, стройке и для решения бытовых задач. Популярность крепежей по металлу обусловлена надежностью крепежа и простотой монтажа.
Эта разновидность деталей нужна для скрепления конструкций, организации промышленных и производственных объектов. Сложно обойтись без данного приспособления в процессе монтажа кровли к конструкции из металла или деревянной обрешетке. При помощи некоторых моделей к металлическому профилю фиксируют древесину, фанеру или ДСП, предварительно не делая отверстий в материале.
Обзор видов
Самонарезной крепеж бывает разных видов, благодаря этому можно найти всегда нужный вариант для той или иной работы. Черные и цветные изделия могут выглядеть по-разному и иметь различное назначение:
- декоративное;
- кровельное;
- для гипсокартона;
- для металлопрофиля разной толщины.
Резьба у данных изделий также может быть разной.
- Крупная – это высокая резьба, что имеет широкий шаг. Такими деталями часто скрепляют мягкие и рыхлые материалы.
- Мелкая – низкая с узким шагом. Такими изделиями соединяют плотную и твердую поверхность.

- Двухзаходная, которая имеет как высокие, так и низкие витки, что между собой чередуются. Этот крепеж считается оптимальным вариантом для скрепления разных по характеристике материалов.

Мастер может купить самонарезающий винт, оцинкованное сверло или приспособление с термошайбой.
Нередко в продаже встречаются усиленные метизы под шестигранник и отвертку. О характеристиках и назначении болта можно узнать благодаря маркировке.
По типу головки
Обычно у саморезов по металлу полукруглые и цилиндрические головки, также встречаются варианты с шестигранной или сферической шляпкой. Металлоизделия с головками-шестигранниками в настоящее время считаются самыми распространенными, так как они не требуют больших затрат времени и сил во время работы. Также мастер может приобрести изделия со скругленными, потайными, трапециевидными головками, а также пресс-шайбами и прокладками EPDM.
Металлоизделия с головками-шестигранниками в настоящее время считаются самыми распространенными, так как они не требуют больших затрат времени и сил во время работы. Также мастер может приобрести изделия со скругленными, потайными, трапециевидными головками, а также пресс-шайбами и прокладками EPDM.
По типу шлица
Шлиц у метизов, фиксирующих металлические поверхности, может быть следующих типов:
- антивандальный;
- Torx;
- Ph;
- Pz.
По типу наконечника
Согласно этому критерию саморезы бывают остроконечными и с буром. Первые характеризуются наличием заостренного наконечника и накатанной резьбы. Его можно применять при работе с металлом, толщина которого не превышает 0,9 мм.
Первые характеризуются наличием заостренного наконечника и накатанной резьбы. Его можно применять при работе с металлом, толщина которого не превышает 0,9 мм.
На головке такого изделия может присутствовать или отсутствовать пресс-шайба.
Второй вариант крепежа имеет заостренное сверло с двумя перьями на окончании. При помощи этого изделия фиксируют металл, что в толщину превышает 2 мм. Метизы с буром используют для монтажа внутренних и наружных частей изделия. Их надежность обеспечивается покрытием из цинка и окрашенной головкой.
По типу покрытия
Покрытие у саморезов по металлу может быть разным.
- Фосфатированное. В этом случае крепежный болт окрашен в черный цвет. Такой метиз производят из углеродистого вида стали, после чего обрабатывают фосфатами. Зачастую такое изделие используют в помещении, где наблюдается высокая влажность.
- Оксидированное. Элемент окрашен черным цветом и так же, как и в предыдущем варианте, изготавливается из стали, на которую наносится оксидная пленка. Оксидированный саморез по металлу используется в помещении с оптимальным уровнем влажности.
- Оцинкованное. Материалом изготовления металлоизделия является низкоуглеродистая сталь, которую покрывают цинком. Этот вид крепежа может применяться в любых условиях.
- Оцинкованное желтое. Эти изделия отличает окраска, они зачастую используются для фиксации дверей и с другой декоративной целью.
 Эти изделия отличает окраска, они зачастую используются для фиксации дверей и с другой декоративной целью.
Эти изделия отличает окраска, они зачастую используются для фиксации дверей и с другой декоративной целью.Также в продаже можно встретить модели для фиксации металлических поверхностей, которые не имеют никакого покрытия.
Их можно использовать только во время внутренних работ и при условии нормальной влажности в помещении.
По стандарту
Качество метизов регламентируется ГОСТами, основным из которых считается 1145-80. Согласно данному нормативу металлоизделия могут иметь потайную головку и разный вид шлица. Если изделие произведено строго по ГОСТу, то оно может быть использовано в промышленности, производстве и строительстве. Такие шурупы делают из углеродистой стали, нержавейки.
Такие шурупы делают из углеродистой стали, нержавейки.
Товары, что изготовлены по стандарту DIN 7981 и DIN 7982, способны скреплять тонкие листы металла. Однако перед проведением процедуры рекомендуется рассверлить поверхность. У изделий с формой С острый наконечник, а с формой F – затупленный.
Саморезы DIN 7982 производят из стали, они мало чем отличаются от изделий, что сделаны по ГОСТ 10621-80 и ISO 7049. Они нашли свое применение в машиностроительной и приборостроительной отраслях.
Материалы
Чтобы соединять между собой металлические листы, производители используют разные материалы для производства таких деталей.
- Углеродистая сталь, которая представляет собой сплав железа и углерода. В данном случае не используются примеси, поэтому изделия характеризуются высокой прочностью.
- Нержавеющая сталь. Материал для изготовления саморезов по металлу имеет в своем составе более 10,5 процентов хрома. Благодаря данной особенности изделие характеризуется коррозийной стойкостью, длительным периодом эксплуатации. Крепежи из нержавейки экологически безопасны и гигиенически чисты, поэтому они нашли свое применение в медицинской сфере.
- Латунь. Этот сплав состоит из меди в совокупности с цинком, в некоторых случаях производитель может добавить олово, никель, свинец, марганец. Латунный крепеж – это надежное и износостойкое изделие, что устойчиво к температурным перепадам и имеет магнитные свойства.

Размеры
Подбирать саморезы стоит с особой ответственностью, при этом важно учитывать следующие правила:
- длину резьбовой части стоит подбирать таким образом, чтобы она была больше, чем общая толщина всех соединяемых материалов;
- покупка слишком длинных крепежей считается нерациональной, так как на стоимость метизов непосредственное влияние оказывает их длина;
- мастера утверждают, что оптимальной будет длина наконечника, который проходит через материалы насквозь.
Подробнее узнать о размерах самых маленьких и больших саморезов по металлу с острым наконечником поможет таблица:
Таблица размеров самореза по металлу с буром:
Как выбрать?
Среди большого разнообразия саморезов для металлического листа подобрать качественный и подходящий для выполнения конкретной задачи бывает непросто. Чтобы метиз не подвел, стоит его внимательно осмотреть и уточнить детали.
Чтобы метиз не подвел, стоит его внимательно осмотреть и уточнить детали.
- Окраска изделия должна быть равномерной. Если у всей партии болтов одинаковый черный или желтый цвет, то это значит, что каждое изделие прошло необходимую обработку и соответствует высоким показателям прочности и надежности.
- Размеры каждой единицы товара партии должны быть одинаковыми, то есть визуальных различий между метизами быть не должно.
- Шаг междувитковой резьбы должен быть везде равным.
- У остроконечных болтов на конце должны отсутствовать заусенцы и обломы.
- У саморезов хорошего качества первая буква на маркировке всегда заглавная. Этот момент свидетельствует о том, что детали были изготовлены на производстве.
Саморез можно считать качественным, если его производили, строго соблюдая ГОСТ, а также в процессе изготовления использовали металл с хорошими характеристиками.

Специалисты рекомендуют покупать болты от известных фирм и только у проверенного поставщика, в противном случае есть вероятность приобрести плохое скрепляющее изделие.
Как использовать?
Саморезы, которыми скрепляют металлические конструкции, способны выдерживать огромные нагрузки. Для того чтобы избежать растрескивания, прогибания, поломок метизов, потребуется научиться правильно их закручивать. До того как вкрутить крепеж в металлическую деталь, материал стоит правильно раскроить. Разметку поверхности можно сделать при помощи кернера. Если же потребуется работать сверлом, то оно должно устанавливаться перпендикулярно к металлической плите.
Если у метиза острый наконечник, то заранее делать отверстие в материале не стоит. Чтобы закрутить другой вид самореза, мастеру потребуется заблаговременно проделать дыру, габариты которой будут немного меньше диаметра стержня крепежа.
Чтобы закрутить другой вид самореза, мастеру потребуется заблаговременно проделать дыру, габариты которой будут немного меньше диаметра стержня крепежа.
В процессе монтажа саморезов мастерам стоит соблюдать дистанцию, которая не должна превышать 40-50 сантиметров.
При фиксации кровли или застилании профнастила мастерам разрешается наносить легкие удары молотком по болту. Благодаря данному виду крепежа можно делать крепкие и надежные конструкции, которым под силу выдержать большую нагрузку. Если саморезы для металлических листов будут подобраны правильно, то крепеж продержится долгое время. Так как данный товар не является редкостью, при его выборе стоит быть предельно внимательным, чтобы не приобрести подделку.
Покупая метизы в магазине, стоит спрашивать у продавца сертификат на их качество. Специалисты советуют использовать детали строго по назначению. Например, не крепить дерево метизами для работы с металлом. Если же потребуется соединить два разных материала, то в этом случае как нельзя лучше подойдут универсальные саморезы, которым под силу скрепить мягкое и твердое сырье.
Например, не крепить дерево метизами для работы с металлом. Если же потребуется соединить два разных материала, то в этом случае как нельзя лучше подойдут универсальные саморезы, которым под силу скрепить мягкое и твердое сырье.
Обзор саморезов по металлу смотрите далее.
ГОСТ 10619-80 Винты самонарезающие с потайной головкой для металла и пластмассы. Конструкция и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОТАЙНОЙ ГОЛОВКОЙ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ГОСТ 10619-80*
Государственный
комитет СССР по стандартам
МОСКВА — 1986
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОТАЙНОЙ
Конструкция и размеры
Self-tapping countersunk screws
|
ГОСТ
Взамен
в
|

Постановлением Государственного комитета СССР по стандартам от 30
декабря 1980 г. № 6109 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт
распространяется на самонарезающие винты с потайной головкой для металла и
пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
2. Конструкция и
размеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2.
Исполнение 1
Исполнение
2
____________
* Размер для справок.
Таблица 1
Размеры в мм
|
Номинальный диаметр резьбы d
|
2,5
|
3
|
4
|
5
|
6
|
8
|
||
|
Шаг резьбы Р
|
крупный
|
1,25
|
1,75
|
2,00
|
2,5
|
3,5
|
||
|
мелкий
|
1,0
|
1,5
|
1,75
|
2,0
|
||||
|
Диаметр головки D
|
Номин.
|
4,7
|
5,6
|
7,4
|
9,2
|
11,0
|
14,5
|
|
|
Пред. откл. по h 14
|
-0,30
|
-0,36
|
-0,43
|
|||||
|
Высота головки k,
|
1,50
|
1,65
|
2,20
|
2,50
|
3,00
|
4,00
|
||
|
Ширина шлица п
|
Номин.
|
0,6
|
0,8
|
1,0
|
1,2
|
1,6
|
2,0
|
|
|
Не менее
|
0,66
|
0,86
|
1,06
|
1,26
|
1,66
|
2,06
|
||
|
Не более
|
0,80
|
1,00
|
1,20
|
1,51
|
1,91
|
2,31
|
||
|
Глубина шлица t
|
Не менее
|
0,5
|
0,6
|
0,8
|
1,0
|
1,2
|
1,6
|
|
|
Не более
|
0,73
|
0,85
|
1,10
|
1,35
|
1,60
|
2,10
|
||
|
Допуск биения в заданном направлении (2IT14)
|
0,60
|
0,72
|
0,86
|
|||||
|
Допуск симметричности шлица относительно стержня в
|
0,50
|
0,60
|
0,72
|
|||||
|
Номер крестообразного шлица
|
1
|
2
|
3
|
|||||
|
Диаметр крестообразного шлица m , не более
|
2,6
|
2,8
|
4,0
|
4,5
|
6,5
|
7,4
|
||
|
Глубина крестообразного шлица, h
|
1,05
|
1,25
|
1,55
|
2,05
|
2,45
|
3,40
|
||
|
Глубина вхождения калибра в крестообразный шлиц
|
Не более
|
1,2
|
1,4
|
1,8
|
2,3
|
3,0
|
3,9
|
|
|
Не менее
|
0,9
|
1,1
|
1,3
|
1,8
|
2,5
|
3,4
|
||
|
Недовод резьбы, не более
|
0,8
|
1,0
|
||||||


Примечание . Крестообразный шлиц — по ГОСТ 10753-80.
Крестообразный шлиц — по ГОСТ 10753-80.
Таблица 2
мм
|
Длина винта l
|
Номинальный диаметр резьбы d
|
||||||
|
Номин.
|
Пред. откл. по js 17
|
2,5
|
3
|
4
|
5
|
6
|
8
|
|
6
|
± 0,75
|
|
|
—
|
—
|
—
|
—
|
|
8
|
|
|
|
—
|
—
|
—
|
|
|
10
|
|
|
|
|
—
|
—
|
|
|
12
|
± 0,90
|
|
|
|
|
|
—
|
|
14
|
|
|
|
|
|
—
|
|
|
16
|
|
|
|
|
|
|
|
|
(18)
|
|
|
Стандартные длины
|
|
|||
|
20
|
± 1,05
|
—
|
|
|
|
|
|
|
(22)
|
—
|
—
|
|
|
|
|
|
|
25
|
—
|
—
|
|
|
|
|
|
|
30
|
—
|
—
|
|
|
|
|
|
|
35
|
± 1,25
|
—
|
—
|
|
|
|
|
|
40
|
—
|
—
|
—
|
|
|
|
|
|
45
|
—
|
—
|
—
|
|
|
|
|
|
50
|
—
|
—
|
—
|
—
|
|
|
|
Примечание .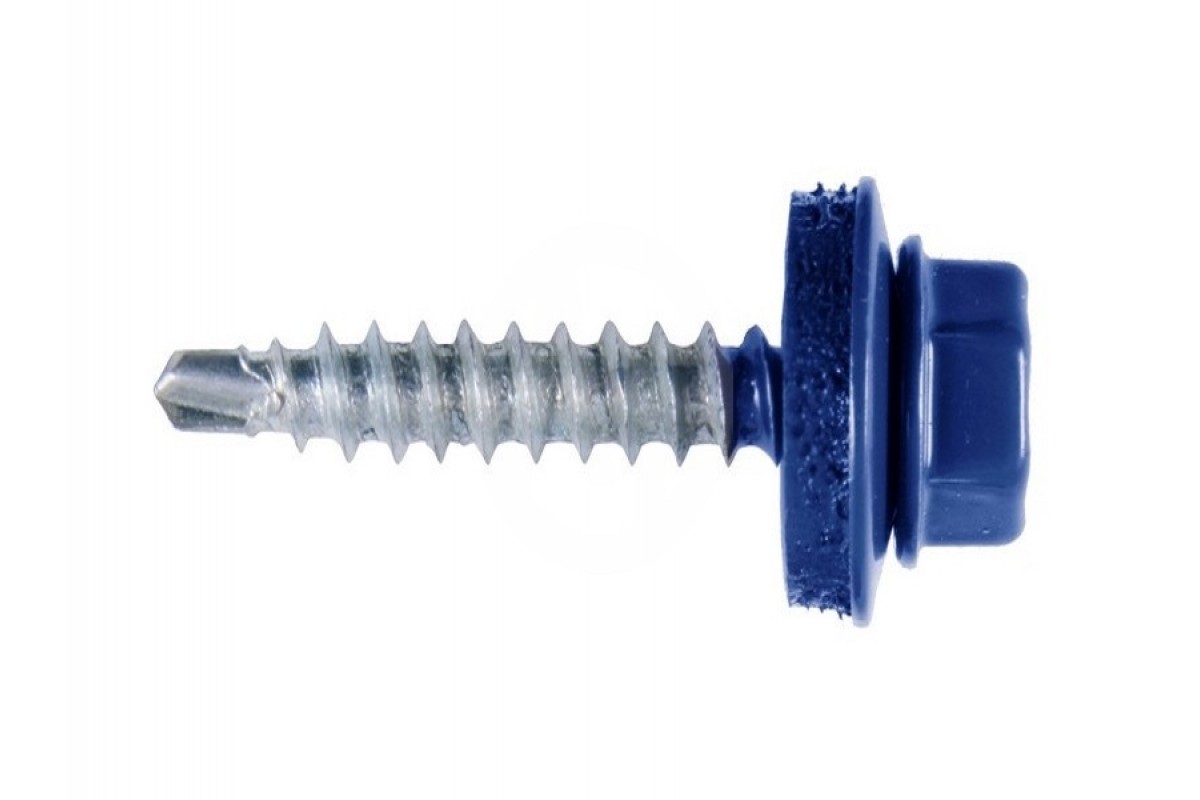 Длины l , заключенные в
Длины l , заключенные в
скобки, применять не рекомендуется.
Пример условного обозначения :
винта в исполнении
1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, с
крупным шагом резьбы
Винт 5 ´ 30.01 ГОСТ 10619-80
То же, в
исполнении 2, диаметром 5 мм, с мелким шагом резьбы, длиной 30 мм, из материала
группы 01, с цинковым покрытием толщиной 6 мкм, хроматированным
Винт 2-5 ´ 1.5 ´ 30.01.016 ГОСТ 10619-80
(Измененная редакция, Изм. № 1).
3. Технические
требования, резьба, методы контроля, правила приемки, упаковка и маркировка -
по ГОСТ
10618-80.
4. Теоретическая
масса винтов указана в справочном приложении
1.
5. (Исключен, Изм. № 1).
Справочное
|
Длина винта l, мм
|
Номинальный диаметр резьбы d,
|
|||||
|
2,5
|
3
|
4
|
5
|
6
|
8
|
|
|
Масса 1000 шт.
|
||||||
|
6
|
0,20
|
0,30
|
—
|
—
|
—
|
—
|
|
8
|
0,26
|
0,38
|
0,72
|
—
|
—
|
—
|
|
10
|
0,32
|
0,46
|
0,86
|
1,34
|
—
|
—
|
|
12
|
0,37
|
0,54
|
1,00
|
1,56
|
2,48
|
—
|
|
14
|
0,43
|
0,62
|
1,14
|
1,78
|
2,81
|
—
|
|
16
|
0,49
|
0,70
|
1,28
|
2,00
|
3,14
|
4,21
|
|
18
|
0,54
|
0,78
|
1,42
|
2,22
|
3,47
|
4,78
|
|
20
|
—
|
0,86
|
1,56
|
2,44
|
3,80
|
5,35
|
|
22
|
—
|
—
|
1,70
|
2,66
|
4,13
|
5,92
|
|
25
|
—
|
—
|
1,91
|
2,99
|
4,62
|
6,77
|
|
30
|
—
|
—
|
2,19
|
3,54
|
5,43
|
8,19
|
|
35
|
—
|
—
|
2,47
|
4,09
|
6,24
|
9,61
|
|
40
|
—
|
—
|
—
|
4,64
|
7,05
|
11,03
|
|
45
|
—
|
—
|
—
|
5,19
|
7,86
|
12,45
|
|
50
|
—
|
—
|
—
|
—
|
8,67
|
13,87
|
 стальных винтов с крупным шагом резьбы, кг »
стальных винтов с крупным шагом резьбы, кг » ПРИЛОЖЕНИЕ 2. (Исключено, Изм. № 1).
(Исключено, Изм. № 1).
Саморезы для крепления листов профилированного металла к металлическим конструкциям
Предназначены для крепления изделий из профилированного металла (металлочерепица, профнастил, гладкий лист, сайдинг, доборные элементы) к металлическим конструкциям.
Маркировка «FF» на головке самореза гарантирует высокое качество нашей продукции.
|
|
|

|
Наименование
|
Размер d-L, мм, сверло
|
Упак./коробка, шт.
|
Рекомендованная сфера применения
|
|
Саморезы «Favor Fast» металл-металл
|
4,8х19 №2
|
300/3000
|
Для крепления легких металлоконструкций
|
|
5,5х19 №3
|
300/3000
|
Соединение профилированных листов между собой.
|
|
|
5,5х25 №3
|
250/2500
|
||
|
5,5х32 №3
|
2600
|
||
|
5,5х38 №3
|
2900
|
||
|
5,5х51 №3
|
2200
|
Крепление доборных элементов через проф. лист к металлической обрешетке.
|
|
|
Саморезы «Favor Fast» металл-металл с усиленным буром
|
5,5х32 №5
|
2600
|
Для крепления листов профилированного металла к металлическим конструкциям толщиной до 12 мм
|
|
5,5х25 №4
|
3000
|
||
|
5,5х38 №5
|
2200
|
||
|
5,5х51 №5
|
1700
|

Все саморезы поставляются в фирменных коробках с логотипом «Favor Fast».
- •Толщина просверливаемого металла до 5,5 мм: 4,8 х 19, 5‚5×19‚ 25‚ 32‚ 38‚ 51
Тест на просверливание стальной пластины 5‚5 мм: 30 из 30 саморезов.
- •Толщина просверливаемого металла до 8,5 мм: 5‚5 х 25 бур №4
Тест на просверливание стальной пластины 8‚5 мм: 30 из 30 саморезов.
- •Толщина просверливаемого металла до 12 мм: 5‚5 х 32 бур №5; 5‚5 х 38 бур №5‚ 5‚5 х 51 бур №5
Тест на просверливание стальной пластины 12‚5 мм: 30 из 30 саморезов.
|
Все кровельные саморезы «FF» поставляются в фирменных коробках с логотипом «Favor Fast».
Прочная коробка из микрогофры гарантирует сохранность и обеспечивает достойный товарный вид нашей продукции.
Смотреть: Упаковка продукции «Favor Fast»_веса и габариты…
|

Вся продукция сертифицирована в соответствии с законодательством России.
Cм. также:
•Саморезы кровельные
•Саморезы для крепления сэндвич-панелей к металлоконструкциям
•Саморезы с прессшайбой
•Заклепка вытяжная окрашенная
•Магнитная насадка
« Вернуться
Саморезы для обработки листового металла и дерева
Саморезы , в основном изготовленные из углеродистой или нержавеющей стали, широко используются для обработки пластмасс, металла и дерева. Лучшее в использовании саморезов — это то, что нет необходимости сверлить отверстия перед их использованием. Двумя основными типами саморезов являются винты для нарезания резьбы и винты для нарезания резьбы. Винты для нарезания резьбы обычно используются для пластика, деформируя материал при входе винтов.Самонарезающие винты обычно используются для дерева и металла, удаляя часть материала и создавая путь для резьбы винта.
Винты для нарезания резьбы обычно используются для пластика, деформируя материал при входе винтов.Самонарезающие винты обычно используются для дерева и металла, удаляя часть материала и создавая путь для резьбы винта.
Приложение
Саморезы используются в основном для обработки пластмасс, металла и дерева.
- в основном используется в автомобильной промышленности, самолетостроении, стеллажи и столы из металла.
- Обычно используется для деревянных предметов, таких как настилы и мебель.
- Широко используется в строительстве, например, для гипсокартона и крыш.
- Идеально подходит для продуктов, которые необходимо регулярно обслуживать, например, для кондиционеров или навесов.
- Часто используется для развешивания тяжелых картин и досок.
Особенности саморезов
Саморезы с цинковым покрытием синего цвета
- Легко вкручивается.
- Высокая твердость.
- Устойчивость к высоким и низким температурам.
- Высокое значение прочности на разрыв.
- Различная обработка поверхности для обеспечения устойчивости к коррозии и ржавчине.
- Различный выбор цветов.
- TUV CERT ISO9001: 2000 гарантия качества.
- Длительный срок службы, достаточно прочный, чтобы выдерживать многократную сборку и разборку.

Технические характеристики
- Материал: углеродистая и нержавеющая сталь.
- Диаметр: 3 мм — 16 мм.
- Длина: 5 мм — 120 мм.
- Типы головок: плоская головка, круглая головка, овальная головка, шестигранная шайба, круглая шайба.
- Типы углублений: Филип, пози, шестигранный паз, торкс, квадрат.
- Обработка поверхности: оцинковка (яркий, желтый, синий, зеленый), фосфатная (серый, темно-серый и черный), никелированная / медная, полированная, луженая, черный оксид, черный лак.
- Термическая обработка: отпуск, закалка, сфероидизация, снятие напряжений.
- Упаковка: в мешки или коробку, затем в картонные коробки (макс. 25 кг) + деревянные поддоны или по желанию заказчика.

Мы также можем настроить в соответствии с требованиями заказчика.
Саморез с плоской головкой.
Саморез с полукруглой головкой и цинковым покрытием синего цвета
Саморезы с овальной головкой.
Саморезы с шестигранной головкой и шайбой.
Запрос на наш продукт
При обращении к нам просьба предоставить подробные требования.
Это поможет нам дать вам действительное предложение.
Винты для листового металла, Саморезы |
|
|---|---|
|
Головка с крестообразным шлицем Головки чаши слегка закругленные, с короткими вертикальными сторонами.Диск Phillips имеет Х-образную форму для установки с помощью отвертки Phillips. Подробности Скрыть подробности |
Головка с прорезями Головки чаши слегка закругленные, с короткими вертикальными сторонами. Диск с прорезями имеет простой паз для отвертки с плоским лезвием. Подробности Скрыть подробности |
|
Головка с квадратным приводом Головки чаши слегка закругленные, с короткими вертикальными сторонами.Квадратный привод разработан для снижения риска распредвала (снятия изоляции) и позволяет производить установку одной рукой.
Подробности Скрыть подробности |
Головка гаечного ключа Головки чаши слегка закругленные, с короткими вертикальными сторонами.Spanner (он же змеиный глаз) — это устойчивый к взлому накопитель, для установки которого требуется специальный драйвер. Подробности Скрыть подробности |
|
Филлипс с плоской головкой Плоские головки потайные (конусообразные под головкой) с плоской вершиной. Диск Phillips имеет Х-образную форму для установки с помощью отвертки Phillips.
Подробности Скрыть подробности |
Плоская головка с прорезями Плоские головки потайные (конусообразные под головкой) с плоской вершиной.Диск с прорезями имеет простой паз для отвертки с плоским лезвием. Подробности Скрыть подробности |
|
Плоская головка с квадратным приводом Плоские головки потайные (конусообразные под головкой) с плоской вершиной. Квадратный привод разработан для снижения риска распредвала (снятия изоляции) и позволяет производить установку одной рукой.
Подробности Скрыть подробности |
Гаечный ключ с плоской головкой Плоские головки потайные (конусообразные под головкой) с плоской вершиной.Spanner (он же змеиный глаз) — это устойчивый к взлому накопитель, для установки которого требуется специальный драйвер. Подробности Скрыть подробности |
|
Звездочка с плоской головкой Плоские головки потайные (конусообразные под головкой) с плоской вершиной. Star pin-in — это устойчивый к взлому накопитель, для установки которого требуется специальный драйвер. Подробности Скрыть подробности |
Овальная голова Филлипса Головки овальные с потайной головкой (конусообразная форма под головкой) с закругленной вершиной. Диск Phillips имеет Х-образную форму для установки с помощью отвертки Phillips.
Подробности Скрыть подробности |
|
Овальная головка с прорезями Головки овальные с потайной головкой (конусообразная форма под головкой) с закругленной вершиной.Диск с прорезями имеет простой паз для отвертки с плоским лезвием. Подробности Скрыть подробности |
Овальная головка с квадратным приводом Головки овальные с потайной головкой (конусообразная форма под головкой) с закругленной вершиной. Квадратный привод разработан для снижения риска распредвала (снятия изоляции) и позволяет производить установку одной рукой. Подробности Скрыть подробности |
|
Гаечный ключ с овальной головкой Головки овальные с потайной головкой (конусообразная форма под головкой) с закругленной вершиной. Spanner (он же змеиный глаз) — это устойчивый к взлому накопитель, для установки которого требуется специальный драйвер. Подробности Скрыть подробности |
Головка фермы Phillips Головки фермы широкие с низкопрофильной закругленной вершиной.Диск Phillips имеет Х-образную форму для установки с помощью отвертки Phillips.
Подробности Скрыть подробности |
|
Головка анкерного ключа Головки фермы широкие с низкопрофильной закругленной вершиной.Spanner (он же змеиный глаз) — это устойчивый к взлому накопитель, для установки которого требуется специальный драйвер. Подробности Скрыть подробности |
В одну сторону вокруг головы Круглые головы имеют куполообразную форму и имеют форму полусферы. Односторонний привод устанавливается с помощью отвертки с плоским лезвием, но не может быть удален без специальных инструментов. Подробности Скрыть подробности |
|
Кнопка со звездочкой в виде булавки Кнопочные головки имеют округлую форму и низкий профиль. Star pin-in — это устойчивый к взлому накопитель, для установки которого требуется специальный драйвер. Подробности Скрыть подробности |
Шестигранная шайба со шлицем Шестигранная шайба с шлицевой головкой может быть установлена с помощью гаечного ключа или отвертки с плоским лезвием и имеет встроенную шайбу.
Подробности Скрыть подробности |
|
Шестигранная головка Шестигранные головки шестигранные, для использования с гаечным ключом. Подробности Скрыть подробности |
|
Винты по металлу (саморезы)
Часто возникает необходимость в креплении, которое фиксирует
две или более части вместе надежно на неопределенный срок
периода, но при необходимости можно разобрать. С
Вторая мировая, саморез
во многих случаях заменял более традиционный
крепления и себя полностью оправдала на все
вида автотранспортных средств.Это очень твердая сталь
Винт
предназначен для соединения металла с металлом и составляет
используется для соединения металлических штамповок и внешней фурнитуры.
Винт вставляется в предварительно просверленное отверстие
и нарезает собственную резьбу в металле, в результате получается
очень надежное соединение. При соединении тонких листов
улучшенных характеристик можно получить, если
Отверстие
погружается или выдавливается (рисунок 7.35). Это в
Эффект
утолщает материал и дает более
Рисунок 7.32 Моноболт и последовательность установки ( Avdel Ltd )
Рисунок 7.31 (a) Стандартное размещение Nutsert (b) Тонкий лист Nutsert с болтом на месте ( Avdel Ltd )
212 Ремонт кузовов автомобилей
Рисунок 7.33 Avtainer и последовательность размещения ( Avdel Ltd )
1 Просверленное отверстие 3 Кожух на хвостовике штифта
2 Автайнер в позиции 4 Инструмент применен: застежка завершена.Уплотнение защищает от попадания влаги
Рисунок 7.34 Шурупы по дереву незакаленные
( European Industrial Services Ltd )
Рисунок 7.35 Крепежные саморезы
( European Industrial Services Ltd )
Способы присоединения 213
резьбовое зацепление; таким образом, лучшие условия —
получается, если оба листа экструдировать вместе.Если это
Используется устройство
, общая толщина листа должна быть
используется для оценки требуемого размера отверстия. Контрольные отверстия
может быть перфорированным, просверленным, экструдированным или отформованным
при использовании саморезов.
Винты доступны из нержавеющей стали и
Сталь
с различной отделкой и калибрами от
нет. 4 к нет. 14 и длиной от 6,35 мм до
63.5 мм, 2 дюйма. Доступны типы головок:
.
с потайной головкой, с круглой головкой, с приподнятой фаской, поддон
Головка
, грибовидная и шестигранная. Самый
Головки
имеют единственный паз для вставки отвертки;
некоторые, известные как головы Супадрива, имеют
звездообразный слот и должен быть размещен со специальным
Отвертка типа
(рисунок 7.36).
Саморезы особенно полезны для
кузовщик и триммер, так как доступа нет
необходимо для обратной стороны работы, необходимо
просто просверлить отверстие необходимого размера, а
вбиваем винт на место.Винт останется надежным
, пока не потребуется удаление, и может быть удален и
заменен много раз без провисания, если
проявлена разумная осторожность. Типичные приложения:
крепление накладок дверных стоек, ковролина или
резиновые коврики, полки, бардачки, окно
крышки, пепельницы и защитные пластины.
Более поздняя разработка — Taptite high
Винт для нарезания резьбы с производительностью
, имеющий винт
резьба как у обычного крепежного винта
(Рисунки 7.37 и 7.38). Нить на Taptite
Винт
имеет трехлопастное сечение вместо привычного
круговой формы. По мере вращения винта
Лепестковый профиль
скатывает материал со своего пути, образуя
нить. Это не только устраняет необходимость в
.
дополнительная операция нарезания резьбы, но она также дает
собственное сопротивление вибрационному расшатыванию, таким образом
устраняет необходимость в отдельных компонентах блокировки.
Это достигается за счет увеличения преобладающих
крутящий момент, возникающий из-за столкновения радиального давления
произведено на большом диаметре
и вокруг него
и отсутствует на обычных креплениях, потому что
о необходимости посадки с зазором. Эти факторы означают
, что в сборочном цехе операторы (и водители)
может вставить больше винтов за меньшее время, а с
меньше усталости.В приложениях технического обслуживания стандарт
При необходимости крепежный винт
можно заменить.
Винт AB сочетает в себе преимущества Taptite в
— крепежная деталь для тяжелых условий эксплуатации, имеется в наличии
для размеров M6 и выше (см. Рисунок 7.39).
Другой вариант винта Taptite — CA Taptite
(см. Рисунок 7.40), разработанный в соответствии с
увеличение использования материалов более тонкой толщины.Крепление
тонкий лист создает проблемы с обычным самоклеящимся
, и Taptite предлагает два решения.
Стандартный винт Taptite можно ввинтить в
отверстия, которые были выдавлены на ободе, чтобы обеспечить более
(а)
(e) (f) (g) (h)
(б) (в) (г)
Рисунок 7.36 Типы головок саморезов: шлицевые
и (а) потайной; (б) приподнятый, (в) потайной;
(d) шестиугольник; Супадрив и (е) потайной (е) приподнят
фланец с потайной головкой (g) поддона (h) ( European Industrial
Services Ltd )
Рисунок 7.37 Supadriv Taptite резьбонарезной винт
( European Industrial Services Ltd )
Рисунок 7.38 Винт из пластита ( European Industrial
Services Ltd )
214 Ремонт кузовов автомобилей
металл. Или, если это неприемлемо, CA
Можно использовать таптит; у этого есть буравчик, способный
самоэкструдируемых тонких листов.
Поскольку все чаще используются пластмассовые материалы до
заменить алюминий, цинковое литье под давлением и другие металлы
деталей, поэтому были разработаны новые крепежные детали, способные производить
соединения пластиковых компонентов. Винтовая банка
можно вбивать непосредственно в термопласты, что делает его
очень экономичный способ изготовления положительных стыков.
Винт можно вынуть и снова вставить в
одно и то же отверстие много раз и всегда будет подбирать
такая же резьба, что обеспечивает прочное соединение.
Polymate — саморез круглого сечения с двумя резьбами
винт с контролируемой критической спиралью
угол и шаг резьбы. Крутящий момент, необходимый для привода
винт низкий, при этом достигнутая зажимная нагрузка
очень высокий (см. Рис. 7.41).
Стальные приводные винты молотка
Используются эти крепежные детали для листового металла (рис. 7.42)
только там, где требуется постоянная фиксация, поскольку они
трудно извлечь после размещения.Их сделано
из очень твердой стали, доступны формы головки
с круглой головкой и потайной головкой. Винты
вставлен в заранее определенные отверстия правильного размера
и забивают так, чтобы спиральная резьба была на
врезаться в материал. Режущее действие
Резьба
уменьшает размер отверстия после пилота
балла пройдено.
Гвоздь винтовой
Они сделаны из закаленной стали и используются для
крепление тонколистового металла к деревянным конструкциям
(рисунок 7.43). Они забиты молотком
тонкий листовой металл, стараясь не гнуть или
разорвать их, так что закаленная спиральная резьба нарежет
в заусенец в листовом металле, а затем червяк
путь в лес. Это делает безопасный металл-
Деревянный стык
, который идеально подходит для облицовки панелями
Рисунок 7.39 Саморез типа AB ( европейский
Industrial Services Ltd )
Рисунок 7.41 Винт из полимера ( European Industrial
Services Ltd )
Рисунок 7.42 Винт с молотковым приводом ( Европейский
Industrial Services Ltd )
Рисунок 7.40 CA Винт Taptite ( European Industrial
Services Ltd )
Способы присоединения 215
строительство автомобильных кузовов.Винты
доступен с потайной, плоской и круглой головками.
Шурупы
Предназначены для крепления толстостенного металла
и фурнитура для дерева, их можно приобрести за
Шестигранная или квадратная головка, подходящая для использования гаечного ключа
или торцевой ключ. Диапазон размеров от 4,763 мм,
диаметром до 12,7 мм, длиной
дюймов
с 19 мм до 254 мм, дюймов до 10 дюймов (Рисунок 7.44). 3
трение между головкой болта и родительским
металл. Пружинная шайба ставится под обыкновенную
Гайка
предотвращает ослабление гайки
, когда соединение подвержено вибрации.
Основные отличия болтов, установочных винтов
и болты с квадратным подголовком показаны на рис. 7.45.
Маркировка болтов
показана на Рисунке 7.46.
Рисунок 7.44 Винт с квадратной головкой ( европейский
Industrial Services Ltd )
Рисунок 7.45 (a) Болт (b) установочный винт (c) болт с квадратным подголовком
( European Industrial Services Ltd )
Головка квадратная
Болты
Болты широко используются при производстве
автотранспортных средств, в составе которых построено
секций, которые затем соединяются болтами, легко разбираются
на ремонт или замену.Один пример
этот тип конструкции — кузов автомобиля, имеющий
отдельные панели, которые изготавливаются отдельно, а затем
прикручены болтами, чтобы их можно было заменить как
отдельных единиц в случае повреждения. Еще одно приложение
болтовое соединение используется в тех случаях, когда изготовление слишком велико
для цеха сборки; тогда артикул производится в
секции, которые собираются на месте.
Болт — стержень цилиндрической формы с головкой на одну
конец и нарезанная по его длине нить от
другой конец. Болты доступны из низкоуглеродистой стали,
Легированная сталь
, нержавеющая сталь и латунь, а может быть
из других металлов и сплавов специального назначения.
Гайка и болт — наиболее распространенное средство
присоединения. Ненарезная часть хвостовика
болт предназначен для установки в отверстия с зазором,
и шайбу можно использовать, чтобы минимизировать эффект
Рисунок 7.46 Маркировка болтов. Метрический болт ISO или
винт из стали диаметром более 6 мм
может быть идентифицирован одним из символов ISO M или M
с тиснением или отступом на верхней части головы. Дополнительно
до отметок для идентификации производителя, головка тоже
с символами для обозначения класса прочности,
например 8,8; 10,9; 12,9; 14.9. В качестве альтернативы некоторые болты
и винты имеют символ M и класс прочности на
квартиры шестигранника ( Rover Group Ltd )
На болтах доступны следующие типы головок:
Шестигранная головка Это наиболее часто используемый
Форма
, подходит для всех гаечных ключей.
Квадратная головка Используется болт с квадратной головкой
в основном для тяжелого машиностроения и строительных работ.
Головка с потайной головкой Болт данного типа имеет головку
форма для размещения в конических выемках на рабочей поверхности
так, чтобы он лежал ровно и заподлицо. В
предусмотрен слот.
Головка
для вставки отвертки.
Рисунок 7.43 Гвоздь ( European Industrial
Services Ltd )
216 Ремонт кузовов автомобилей
: 2016-11-02; : 352 | |
:
:
:
© 2015-2020 лекции.org — —
Саморезы ▷ Испанский перевод
tornillos autorroscantes (40)
торнильо пара чапа (4)
торнильо де роска кортанте (3)
.
Want to say something? Post a comment
Want to say something? Post a comment