Для токарного станка центровка: Центрование на токарном станке
Центры для токарных станков: вращающиеся, неподвижные, грибковые
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.
Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности.
 Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение. - Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
 Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.

В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
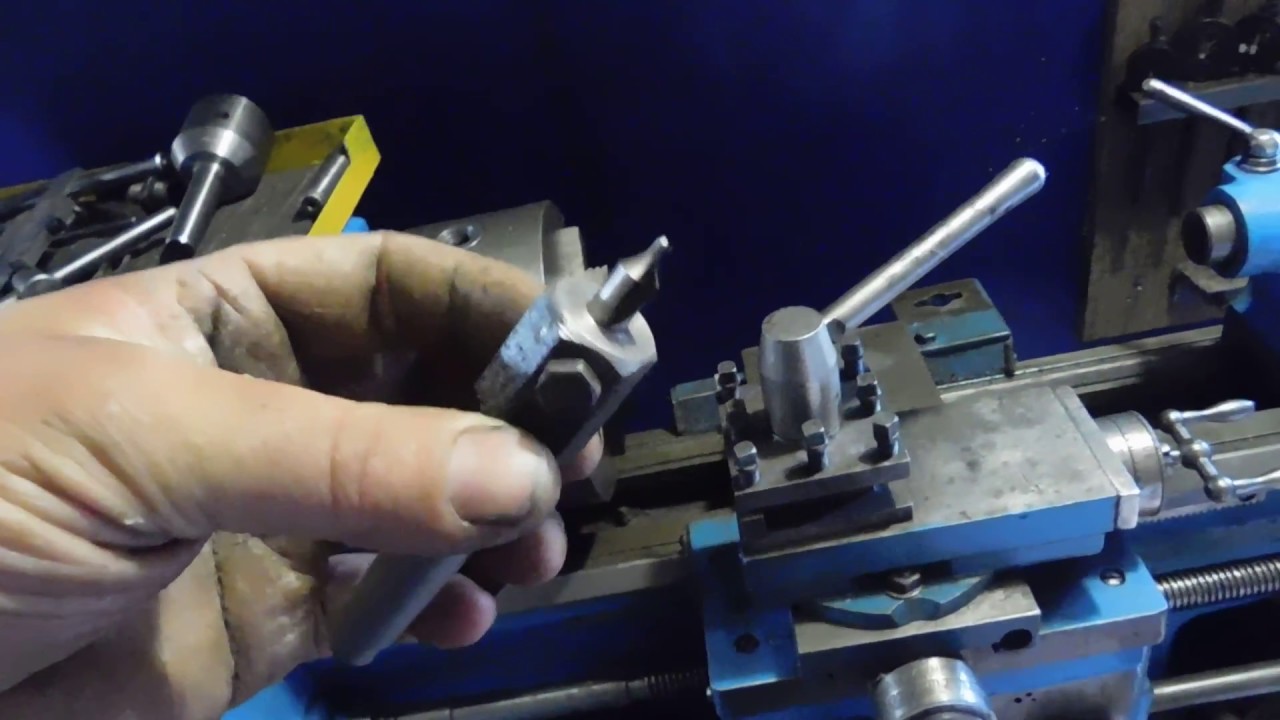
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
- упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
- грибковый вариант несколько отличается от предыдущего. грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
При точении во время большой центробежной силе сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Скачать ГОСТ 8742-75 «Центры токарные вращающиеся»
Скачать ГОСТ 13214-79 «Центры и полуцентры токарные»
Центровка | Технологии Обработки Металлов
Главнейшей операцией при обработке валов является обточка, которая производится, главным образом, в центрах.
Центра являются базой для ряда операций: чистовой и черновой обточки, нарезки резьбы, фрезерования шпоночных канавок, шлифования и др., а также для правки и проверки.
При ремонтных работах также пользуются сохранившимися центровыми отверстиями для обточки изношенных или поврежденных шеек, для правки, полировки и при других работах.
Центровые отверстия в таких режущих инструментах, как: метчики, свёрла, зенкеры, развёртки и т. д., нужны не только для обработки, но и для проверки, заточки и переточки во время эксплуатации.
Ввиду такого значения центровых отверстий центровку необходимо выполнять весьма тщательно.
Центровые отверстия должны быть правильно засверлены и с начала обработки изделия должны поддерживатьсят в исправном состоянии.
Они должны иметь достаточные размеры, и угол их конусности должен точно совпадать с углом конусности центров станка.
Несоблюдение этих правил ведёт к быстрой разработке центровых отверстий и повреждению самих центров.
Конструкция и размеры центровых отверстий
На практике применяются чаще всего центра с углом 60°.
Иногда при обработке тяжёлых изделий этот угол увеличивают до 75° и даже до 90°.
Центр станка соприкасается с центровым отверстием лишь по своей конусной поверхности,
Вершина центра не должна упираться в изделие.
Поэтому центровые отверстия всегда имеют цилиндрическую часть малого диаметра и коническую зенковку (фиг.52).
Фиг. 52. Центровые отверстия.
Иногда центровое отверстие имеет ещё вторую зенковку с углом 120°, чтобы избежать появления на торцах заусенцев при небольшой разработке центровых отверстий, предохранить их при случайном повреждении торцов вала и, наконец, допустить некоторую подрезку этих торцов без уменьшения опорной поверхности отверстий.
Такая конструкция центровых отверстий применяется, главным образом, для оправок и режущего инструмента.
Способы центрования
Центрование кернером посредством удара молотка является самым примитивным способом; при этом получается углубление, которое служит центровым отверстием.
Такой приём ни при каких условиях не может быть признан удовлетворительным и не должен разрешаться, так как при таких центровых отверстиях может произойти вырывание изделия при обработке.
Другой способ состоит в засверливании, а затем зенковке центрового отверстия при помощи дрели (ручной или электрической).
Такой способ часто применяется при центровке крупных изделий, крупных поковок и может служить в лучшем случае только для предварительной центровки, так как при нём трудно получить точные центровые отверстия, а в особенности трудно достигнуть совпадения осей.
Более совершенным способом является центрование крупных изделий на горизонтально-сверлильных станках или передвижных радиально-сверлильных станках с поворачиваемым шпинделем (на угол 90°).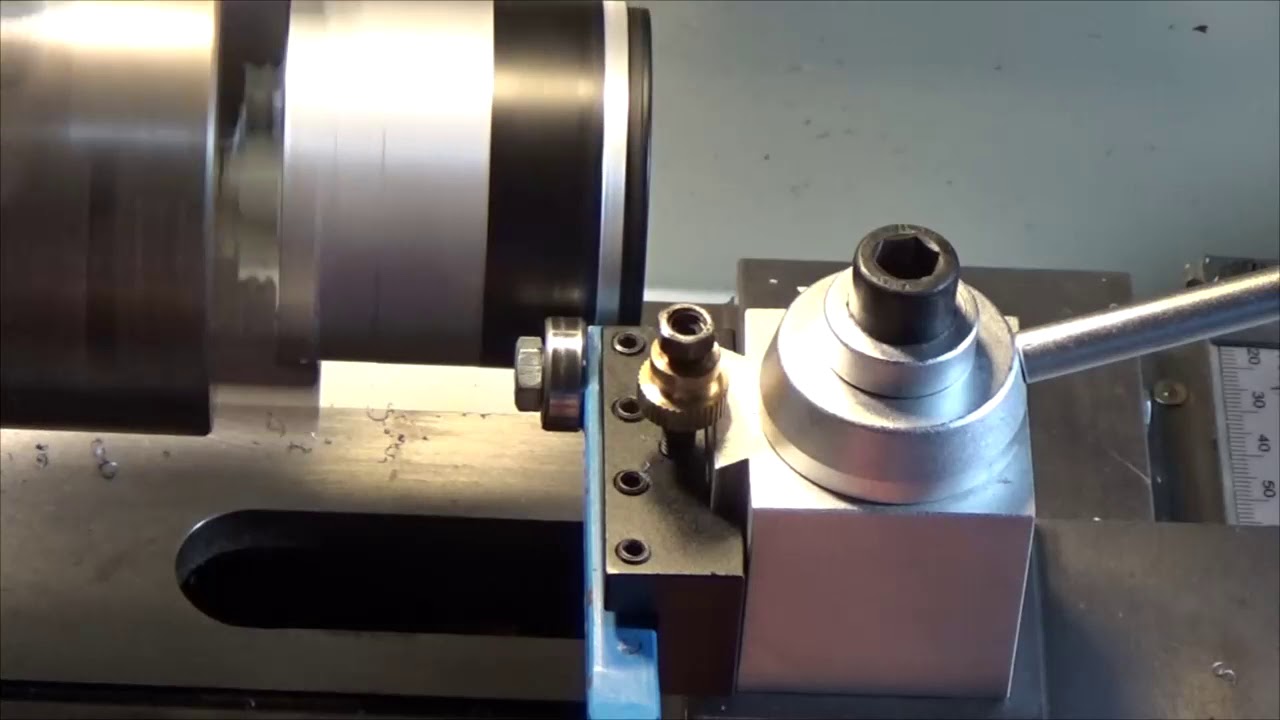
Все вышеперечисленные способы центрования производятся после разметки.
Короткие валы удобно центровать без разметки и без накернивания на вертикально-сверлильных станках при помощи патрона, изображенного на фиг. 53.
Патрон для центрования. Фиг. 53.
На револьверном или токарном станках можно применять этот же патрон, устанавливая его в револьверную головку или в заднюю бабку; если же шпиндель станка пустотелый, то центровку производить удобнее, пропуская конец вала сквозь шпиндель.
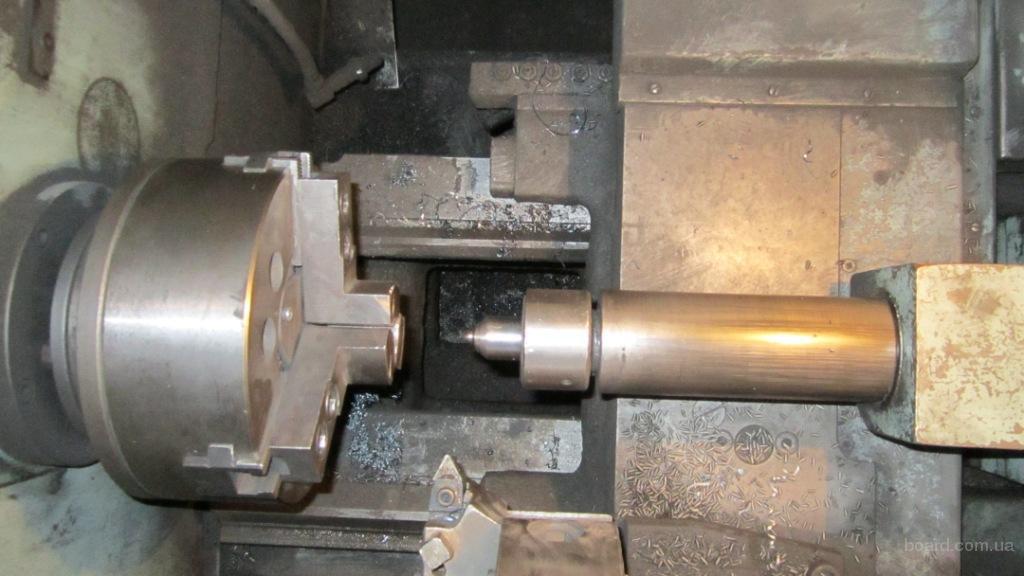
Валы можно зацентровывать на токарном станке двумя способами.
Первый способ,—-менее рекомендуемый, ввиду возможности вырывания изделия и неточной центровки, — заключается в следующем: один конец упирается в центр задней бабки, а второй засверливается центровочным сверлом, вставленным в шпиндель; заготовка удерживается от вращения хомутиком, опирающимся на супорт станка, или сам рабочий удерживает её рукой; последнее является опасным. Подача производится шпинделем задней бабки.
Второй способ: вал закрепляется одним концом в патроне или упирается в передний центр, другой его конец направляется на центровочное сверло, вставленное в заднюю бабку. При зацентровке чистотянутого материала применяют специальный патрон (фиг 54), который вставляется в шпиндель задней бабки.
Специальный патрон для центрования. Фиг. 54.
В серийном и массовом производстве для центровки применяются специальные од-но-или двухсторонние центровочные станки, которые центруют оба конца вала одновременно. Станки эти изготовляются для валов диаметром до 150 мм и длиной до 1500 и 3000 мм.
Двусторонний центровочный станок. Фиг. 55.
Центровка изделий на вышеуказанных станках производится специальными комбинированными центровочными свёрлами (фиг. 56).
В настоящее время распространен способ центровки при помощи двух инструментов: спирального сверла и зенковки. При этом способе получается более правильное центровое отверстие, что особенно необходимо при изготовлении точных изделий, как, например, режущий инструмент; инструмент, применяемый при таком способе, на много дешевле комбинированного сверла и ломается значительно реже.
Отрицательной стороной последнего способа является увеличение основного и общего времени на обработку, так как вначале приходится зенковкой наметить отверстие, потом сверлить спиральным сверлом и, наконец, опять зенковкой окончательно обработать конус. Метод разделения центровки на сверление и зенкование требует применения станка с качающейся головкой, имеющей два шпинделя -— для сверла и зенковки.
Числа оборотов зенковки в 1,6—2 раза меньше, чем сверла. Скорости резания 12—20 м/мин, а подачи 0,03 до 0,2 мм/об в зависимости от материала и размера сверла.
Центровочное сверло. Фиг. 56.
Центровка
Центровка, центровочные сверла ГОСТ 14952-75
В машиностроении комбинированные центровочные сверла применяются достаточно часто для центровки отверстий заготовок и деталей. Полученные центровочные отверстия применяются для базирования в центрах, для захода сверл и других технологических операций. Центровочные сверла изготавливают в основном из быстрорежущей стали марки Р6М5.
Рис. А
Рис. Б
Центровки изготавливаются согласно ГОСТ 14952-75 с определенными размерами. На рисунке А мы видим центровку без предохранительного конуса 60°, а на рисунке Б предохранительный конус есть 60° и 120°. При изготовление центровок может вместо конуса быть радиус, а так же витая канавка для выхода стружки. На некоторых центровочных сверлах имеется покрытие окись титана (желтого цвета), которое понижает температуру в зоне резания, но такими центровками работать по титановым сплавам не рекомендуется (из-за покрытия центровки процесс центровки ухудшается).
Комбинированные центровочные сверла изготавливаются с разным D и d. Маркируют центровку по d, например: центровка d=1,6 значит, и на центровке будет стоять отметка, все стандартизировано. Основные размеры центровок: 1; 1,6; 2; 2,5; 3,15…6, а так же и больших размеров.
Заточка комбинированного центровочного сверла
При точении центровок из быстрорежущей стали применяются белые круги из электрокорунда. При заточке центровок особенно маленьких диаметров стоит обратить внимание на затыловку. Ленточки точим одинаковыми примерно 120° (появляется устойчивость к сколам, а так же подходит для центровки нержавеющей стали, например: 12Х18Н10Т), а затыловать необходимо так, что бы противоположная (вспомогательная кромка) не давила на металл и давала выход стружки.
При заточке центровок особенно маленьких диаметров стоит обратить внимание на затыловку. Ленточки точим одинаковыми примерно 120° (появляется устойчивость к сколам, а так же подходит для центровки нержавеющей стали, например: 12Х18Н10Т), а затыловать необходимо так, что бы противоположная (вспомогательная кромка) не давила на металл и давала выход стружки.
Процесс работы центровками
В процессе работы необходимо правильно подобрать режимы резания. На универсальных станках процесс зацентровки происходит вручную, так что резких движений не желательно делать (можно плавно и быстро в зависимости от обрабатываемого материала). Для цветных, вязких сплавов и материалов желательно увеличить обороты вращения шпинделя до 800 об/мин, а для более твердых и каленых материалов в некоторых случаях уменьшить до 40 об/мин.
Центр вращающийся — конструкция, применение, виды, ГОСТы
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения на задней бабке металлообрабатывающего станка. Конструкция данного типа оснастки позволяет производить обработку на высоких скоростях при минимальном биении. Вращающиеся центры могут быть использованы на токарных и шлифовальных станках с ручным, полуавтоматическим и числовым программным управлением.
Конструкция данного типа оснастки позволяет производить обработку на высоких скоростях при минимальном биении. Вращающиеся центры могут быть использованы на токарных и шлифовальных станках с ручным, полуавтоматическим и числовым программным управлением.
Конструкция вращающихся центров
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров
В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик
|
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия
|
|
|
|
|
|
|
||||
|
Центр вращающийся А-1-2-Н
|
Центр вращающийся А-2-2-Н
|
Центр вращающийся Б-2-Н
|
|
|
|
|
|
|
||
|
Центр вращающийся А-1-3-Н
|
Центр вращающийся А-2-3-Н
|
Центр вращающийся Б-3-Н
|
|
|
|
|
|
|
|
|
|
Центр вращающийся А-1-4-Н
|
Центр вращающийся А-2-4-Н
|
Центр вращающийся Б-4-Н
|
|
|
|
|
|
|
|
|
|
Центр вращающийся А-1-5-Н
|
Центр вращающийся А-2-5-Н
|
Центр вращающийся Б-5-Н
|
|
|
|
|
|
|
|
|
|
Центр вращающийся А-1-4-У
|
Центр вращающийся А-2-4-У
|
Центр вращающийся Б-4-У
|
|
|
|
|
|
|
|
|
|
Центр вращающийся А-1-5-У
|
Центр вращающийся А-2-5-У
|
Центр вращающийся Б-5-У
|
|
|
|
|
|
|
|
|
|
Центр вращающийся А-1-6-У
|
Центр вращающийся А-2-6-У
|
Центр вращающийся Б-6-У
|
|
|
|
|
|
|
|
|
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
 д.
д.
Действующие ГОСТы
Основные параметры вращающихся центров регулирует ГОСТ 8742-75. Общий стандарт, регулирующий центры и полуцентры токарных станков – ГОСТ 13214-79.
Центрование на токарном станке — Токарное дело
Центрование на токарном станке
Категория:
Токарное дело
Центрование на токарном станке
Заготовки валов часто обрабатывают на токарных станках с установкой центровыми отверстиями на центрах. Процесс сверления центровых отверстий называется центрованием.
Процесс сверления центровых отверстий называется центрованием.
Короткие заготовки центруют на токарном станке без предварительной разметки положения центровых отверстий. Для центрования применяют центровочные сверла, позволяющие получал, одновременно цилиндрический и конический (тин А и В) или радиусный (тин К) \мае i ки цент рово! о от верстия. Центрование выполняют также укороченным спиральным сверлом с последующей обработкой конуса зенковкой. Применяются два способа центрования на токарном станке: первый — заг отовку закрепляют в патроне, а центровочное сверло при помоши свсрлилыюю патрона в пиноли задней бабки; второй центровочное сверло закрепляют в патроне, а заютовку, поддерживаемую рукой, поджимают к центровочному сверлу задним центром. Длинную или сложной формы заготовку часто невозможно установить на станке для центрования. тог да центрование выполняют вне станка электродрелью, предварительно разметив положение центровых отверстий. Для этой цели применяют разметочные циркули или центроискатели.
Режимы резания при центровании ниже режимов резания при сверлении, что объясняется малым диаметром центровочного сверла и необходимостью получения сравнительно точною центрового отверстия. Особенно важным является требование малой шероховатости конусной фаски, с которой сопрягается рабочий конус центра. Подача при центрировании 0,02— 0,1 мм об, скорость резания 10—12 м/мин.
1. НАХОЖДЕНИЕ ЦЕНТРА ТОРЦА ЗАГОТовки УГОЛЬНИКОМ-ЦЕНТРОИСКАТЕЛЕМ
2. ВИДЫ (а-—ж) БРАКА ПРИ ЦЕНТРОВАНИИ
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ВТУЛКА» В УСЛОВИЯХ ЕДИНИЧНОГО ПРОИЗВОДСТВА:
1 —8 — переходы
Реклама:
Читать далее:
Технологические особенности изготовления деталей типа втулок
Статьи по теме:
ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ УСТАНОВКОЙ
К сложным способам установки заготовок на токарном станке относятся: установка в 4-кулачковом несамоцентрирующем патроне, на планшайбе, угольнике, в люнетах и установка заготовок при обработке эксцентричных деталей. Все они нуждаются либо в особой настройке приспособления, либо в выверке заготовки относительно оси вращения.
Все они нуждаются либо в особой настройке приспособления, либо в выверке заготовки относительно оси вращения.
§ 1. Обработка в 4-кулачковых патронах
Для закрепления заготовок некруглой формы, отливок и поковок с неровными поверхностями и некоторых других работ применяются 4-кулачковые патроны с независимым перемещением кулач-
ков (рис. 236). Они состоят из корпуса 2, опор 3, винтов 4 и кулачков 5. Кулачки могут быть использованы в качестве прямых или обратных. Зажим и центрирование заготовок в таких патронах выполняются раздельно. Патрон крепится на резьбовом конце шпинделя при помощи переходного фланца 1. Для станков с фланцевой конструкцией шпинделя посадочное отверстие выполнено непосредственно в корпусе патрона.
Корпус 4-кулачкового патрона может быть использован в качестве планшайбы для установки и закрепления заготовок с обработанной опорной поверхностью. Для этой цели в нем предусмотрены сквозные продолговатые пазы для установки крепежных болтов. Патроны изготавливаются различных размеров *с наружным диаметром от 160 до 1000 Мм.
Особенность обработки заготовок в таких патронах заключается в необходимости совмещения оси обрабатываемой поверхности с осью патрона (шпинделя). Это осуществляется выверкой заготовок по меловой риске или по разметке,
В первом случае (рис. 237, а) к выверяемой поверхности медленно вращающейся заготовки подносят кусочек мела и определяют концентричность ее с осью вращения по виду меловой риски. Чтобы не повредить руки, брусок мела располагают примерно на уровне оси заготовки с небольшим наклоном вниз, а для большей устойчивости правую руку поддерживают левой. Если след риски располагается по всей окружности, что при первой проверке бывает весьма редко, то положение заготовки
правильное.
Когда же риска остается лишь на небольшом участке проверяемой поверхности, положение заготовки регулируют сдвигом кулачков, противоположных риске.
Если заготовка имеет относительно ровную или предварительно обработанную поверхность, то аналогичную выверку выполняют слесарным рейсмасом, как показано на рис. 237, б. Иглу рейсмаса, установленного на специальную плиту или верхнюю плоскость поперечных салазок, подводят к проверяемой поверхности с небольшим зазором и, включив малые обороты шпинделя,’ определяют его равномерность по окружности. Изменяя положение заготовки в патроне сдвигом соответствующих кулачков, добиваются, чтобы изменение зазора было возможно меньшим. Затем заголовку окончательно закрепляют.
237, б. Иглу рейсмаса, установленного на специальную плиту или верхнюю плоскость поперечных салазок, подводят к проверяемой поверхности с небольшим зазором и, включив малые обороты шпинделя,’ определяют его равномерность по окружности. Изменяя положение заготовки в патроне сдвигом соответствующих кулачков, добиваются, чтобы изменение зазора было возможно меньшим. Затем заголовку окончательно закрепляют.
По второму способу выверку производят по разметке на торце заготовки при помощи заднего центра или рейсмаса.
Вершину заднего центра вводят в накерненное углубление точки пересечения центровых линий разметки (рис. 237, в), поджимают заготовку центром к торцу корпуса патрона и закрепляют ее кулачками в таком положении.
При выверке рейсмасом (рис. 237, г) его устанавливают на . плоскость поперечных салазок суппорта или специальную плиту. Иглу рейсмаса, установленную по высоте вершины заднего центра, подводят к центровым линиям торца заготовки и поперечным перемещением выверяют поочередно положение каждой линии. При этом центровая линия при повороте заготовки на 180° должна совмещаться с вершиной иглы рейсмаса на всей длине.
При этом центровая линия при повороте заготовки на 180° должна совмещаться с вершиной иглы рейсмаса на всей длине.
Указанные выверки выполняют только при изготовлении первой детали из партии. Остальные детали правильно ориентируют в 4-кулачковом патроне поджимом к двум соседним кулачкам, которые не перемещают при откреплении заготовок.
§ 2. Обработка на планшайбе и угольнике
Детали произвольной формы типа рычагов или корпусов, которые невозможно правильно установить в.-4-кулачковом патроне, закрепляют на планшайбе. К этому способу установки прибегают также, если требуется выдержать строгую перпендикулярность оси обрабатываемой поверхности к торцу, или основанию детали.
Планшайба 1 (рис. 238) представляет собой чугунный диск со ступицей, усиленный с обратной стороны ребрами жесткости,
Отверстия ступицы выполняются по форме переднего конца шпинделя, на который устанавливается и закрепляется планшайба.
Передний торец планшайбы строго перпендикулярен к ее оси. На нем расположены Т-образные и сквозные пазы для крепежных болтов. Планшайба напоминает корпус 4-кулачкового патрона, который иногда используется для этой же цели.
На нем расположены Т-образные и сквозные пазы для крепежных болтов. Планшайба напоминает корпус 4-кулачкового патрона, который иногда используется для этой же цели.
Заготовка прижимается к торцу планшайбы прихватами и бол—тами, а для исключения смещения во время обработки ее дополнительно поджимают боковыми опорами. Такое крепление показано на рис. 238. Деталь 4 прижата к планшайбе двумя прихватами 2 и болтами 3. Передний конец прихвата опирается на деталь, задний — на подставку 8. Боковыми опорами здесь служат винты 6, которые ввернуты в угольники 5, прикрепленные к планшайбе.
Заготовки, устанавливаемые на планшайбе, должны иметь чисто обработанный опорный (обращенный к планшайбе) торец. При их закреплении необходимо придерживаться следующих правил.
1. Зажимные болты следует располагать возможно ближе к детали для создания более прочного крепления.
2. Затяжку гаек выполнять в диагональном порядке вначале слабо, затем окончательно.
3. Прихваты устанавливать по возможности в местах детали, которые имеют опору на планшайбе.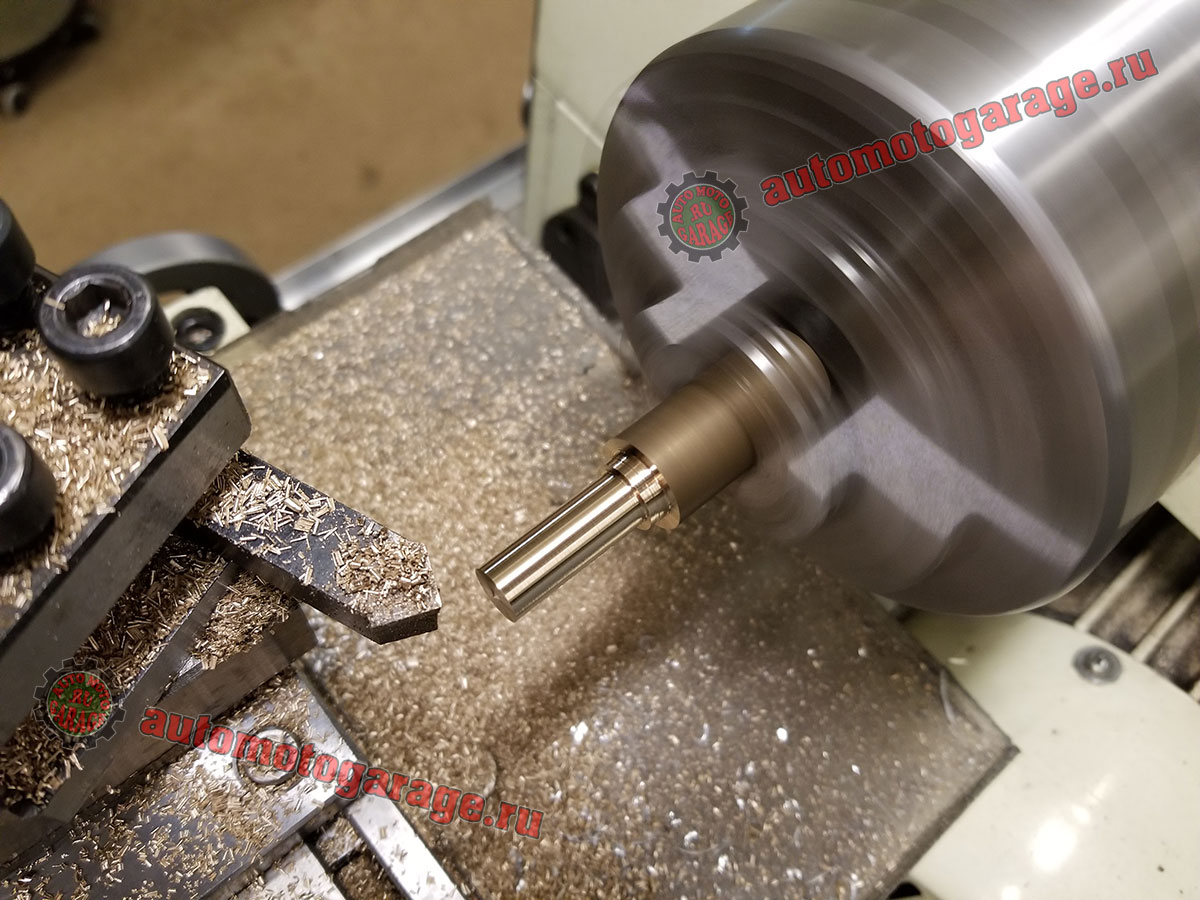
4. Если третье правило выдержать невозможно, затяжку гаек производить не слишком сильно во избежание прогиба детали.
5. Опорные подставки подбирать такой высоты, чтобы прихваты
располагались параллельно рабочей плоскости планшайбы.
Первая заготовка из партии выверяется на планшайбе теми же способами, что и в 4-кулачковом патроне. При немного отжатых гайках ее можно сдвинуть в любую сторону легкими ударами молотка. Остальные заготовки правильно ориентируются боковыми опорами.
Если центр тяжести заготовки смещен с оси вращения, применяют уравновешивание противовесом 7 (рис. 238). Балансировку выполняют в таком порядке. Противовес сначала закрепляют на планшайбе на каком-либо расстоянии от ее оси, противоположно центру тяжести заготовки. Затем, отключив шпиндель от механизма коробки скоростей, вручную проворачивают планшайбу. Если последняя останавливается, в разных положениях, то балансировка правильна. В противном случае противовес смещают в нужную сторону от оси вращения и снова повторяют балансировку.
Детали с параллельным или угловым расположением оси обрабатываемой поверхности к основанию устанавливаются на угольнике 4 (рис. 239), который прикрепляется к планшайбе болтами и гайками 5. Деталь 3 (в данном случае корпус подшипника) в свою очередь закрепляется на горизонтальной полке угольника прихватами 2 и уравновешивается противовесом 1.
Выверка первой заготовки из партии совместно с угольником осуществляется одним из выше рассмотренных способов по меловой • риске или по разметке.
Для указанных работ может быть также использован. 4-кулач-ковый патрон, Один из кулачков которого заменяют угольником.
§ 3. Обработка в люнетах
Люнетами называются дополнительные опорные приспособления, используемые при обработке нежестких валов.
Нежесткими обычно считают валы, длина которых превышает 12—15 диаметров. Такие детали под действием усилия резания и’ собственного веса прогибаются, вибрируют, что вызывает выкрашивание резца, ухудшает качество обработки и вынуждает снижать режим резания. Кроме того, прогиб детали может оказаться причиной несчастного случая в результате вырыва ее из центров. Поэтому для обеспечения безопасности и повышения производительности работы длинные валы поддерживают люнетами.
Кроме того, прогиб детали может оказаться причиной несчастного случая в результате вырыва ее из центров. Поэтому для обеспечения безопасности и повышения производительности работы длинные валы поддерживают люнетами.
Токарные станки оснащаются люнетами общего назначения двух типов — неподвижными и подвижными.
Неподвижный люнет (рис. 240, а) состоит из основания 7, откидной крышки 3 и трех кулачков 2 с независимым перемещением. Люнет устанавливается на средние направляющие станины 10 и закрепляется скобой 9, которая поджимается к уступам направляющих болтом и гайкой 8. Кулачки могут радиально перемещаться винтами посредством вращения рукояток 4 и закрепляться в необходимом положении зажимами 5. Крышка 3, соединенная с основанием осью 1, при освобождении зажима 6 может отбрасываться для установки детали в люнет. Наконечники кулачков сменные. Они
изготавливаются из чугуна или бронзы. Для работы с большой скоростью резания вместо них устанавливают подшипники качения.
Подвижный люнет (рис. 240, б) состоит из корпуса 5, верхняя часть которого отогнута вправо, и двух регулируемых кулачков 2 с независимым перемещением. Последние можно переместить и закрепить в требуемом положении рукоятками 4 и 3. Люнет устанавливается и закрепляется винтами 6 на левой стороне каретки 1 суппорта.
240, б) состоит из корпуса 5, верхняя часть которого отогнута вправо, и двух регулируемых кулачков 2 с независимым перемещением. Последние можно переместить и закрепить в требуемом положении рукоятками 4 и 3. Люнет устанавливается и закрепляется винтами 6 на левой стороне каретки 1 суппорта.
Рассмотрим обработку деталей посредством люнетов (рис. 241).
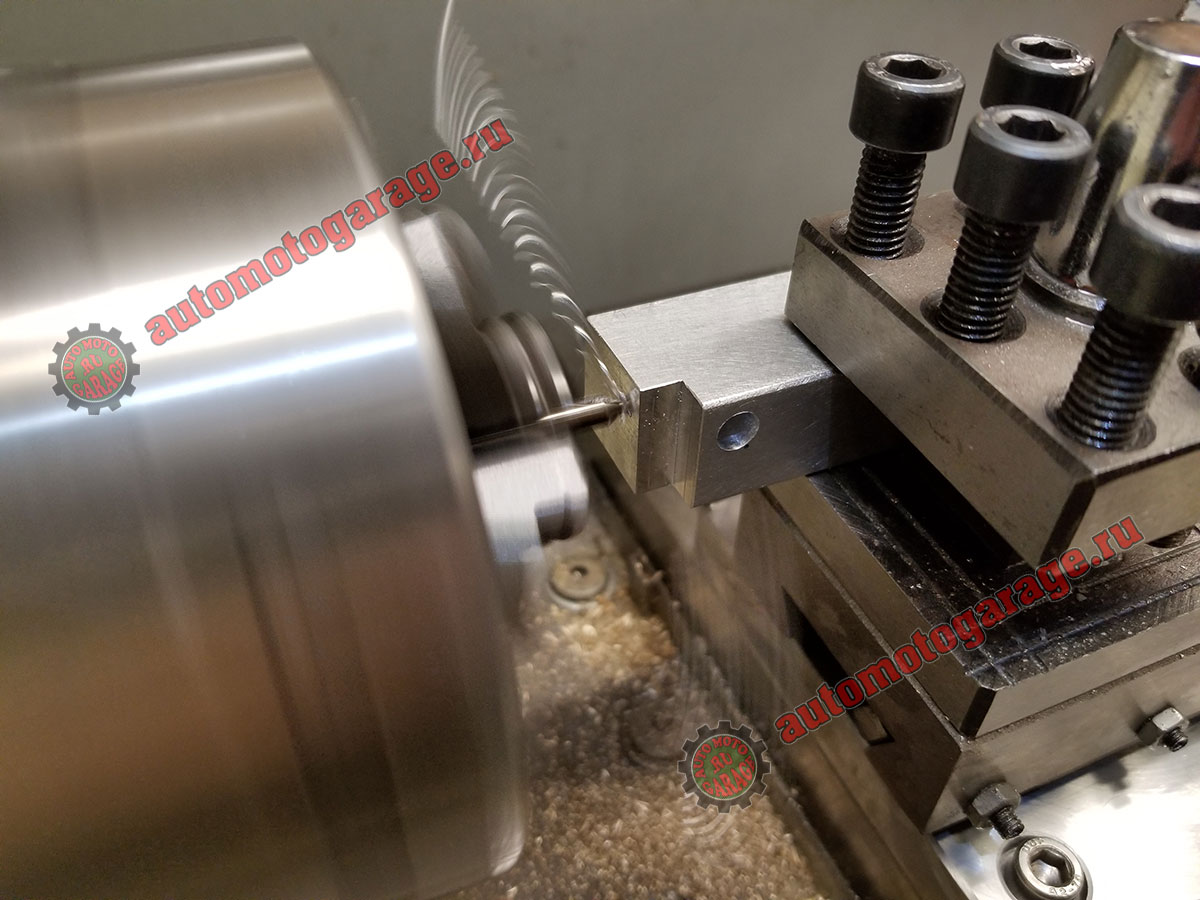
Перед установкой заготовки в неподвижный люнет на ней (примерно посередине) вытачивают неглубокую канавку немного
шире кулачков люнета, чтобы устранить биение этого участка поверхности. Во избежание прогиба заготовки канавку вытачивают проходным упорным резцом с отрицательным углом наклона главной режущей кромки. Глубина резания и подача при этом должны быть небольшими.
Очень длинный вал может прогнуться даже при осторожном вытачивании канавки. В таком случае канавку вытачивают сначала немного ближе к передней бабке, устанавливают в этом месте люнет, а затем выполняют вторую канавку посередине детали.
После этого люнет устанавливают и закрепляют на станине так, чтобы он расположился против канавки вала. Кулачки его равномерно, без сильного поджима подводят к поверхности канавки и закрепляют. Выполняя эти действия, следует учитывать возможность прогиба детали в случае неравномерного поджима кулачков. Чтобы избежать этого, кулачки люнета можно сначала установить по короткой шейке, которую протачивают на конце вала у заднего центра. Диаметр такой дополнительной шейки выполняют по диаметру канавки под кулачки люнета.
Кулачки его равномерно, без сильного поджима подводят к поверхности канавки и закрепляют. Выполняя эти действия, следует учитывать возможность прогиба детали в случае неравномерного поджима кулачков. Чтобы избежать этого, кулачки люнета можно сначала установить по короткой шейке, которую протачивают на конце вала у заднего центра. Диаметр такой дополнительной шейки выполняют по диаметру канавки под кулачки люнета.
При изготовлении партии деталей кулачки люнета удобно установить один раз, перед работой, по короткой жесткой оправке.
После закрепления заготовки на станке вначале обтачивают одну половину вала (до люнета), а затем, после переустановки, оставшуюся часть. Люнет вторично, устанавливают по обработанной поверхности вала. Для уменьшения трения канавку под кулачки люнета смазывают маслом.
Неподвижные люнеты также используются для подрезки торца, центрования и обработки отверстия на конце длинного вала, если последний не проходит в отверстие шпинделя. В этом случае вал
закрепляют одним концом в патроне, а вторым — устанавливается в кулачки люнета.
Подвижный люнет применяют при обработке длинных цилиндрических поверхностей. Кулачки его располагают правее резца на расстоянии 10—15 мм. Требуемое смещение резца выполняют верхними салазками суппорта.
Кулачки подвижного люнета устанавливаются по обработанной поверхности первой детали из партии. Для этого сначала на ее конце обтачивают небольшой участок длиной 20—25 мм до необходимого диаметра, к которому вплотную подводят кулачки люнета. Если работа ведется без охлаждения, надо периодически полизать маслом обработанную поверхность перед кулачками люнета.
Нежесткие длинные валы даже при обработке в люнетах получаются с прогибом. Поэтому перед чистовым обтачиванием их правят. Правка выполняется правильной скобой (рис. 242) следующим образом. К поверхности вращающегося в центрах вала в различных местах по длине подносят кусочек мела, при этом на ней остаются меловые следы, которые показывают место прогиба. Если все следы оказались с одной стороны вала, то прогиб односторонний._sada-vymennych-stredicich-hrotu-mk-4.jpg?563bb5cb)
Место наибольшего прогиба определяют по величине дуги мелового следа. Там, где прогиб наибольший, длина дуги наименьшая. В этом месте и устанавливают винт 1 правильной скобы 2, как показано на рис. 242. Так как во время правки вал немного удлиняется, задний центр следует перед этим
слегка ослабить.
Часто вал имеет сложный прогиб в разные стороны. В таком случае по меловым следам находят преобладающее направление прогиба. Сначала правят участки, где направление прогиба противоположно преобладающему, чтобы получить общий односторонний прогиб. Затем выправляют вал, как было указано выше.
§ 4. Обработка эксцентриковых деталей
К таким деталям относятся эксцентрики, эксцентриковые и коленчатые валы (рис. 243). Они характеризуются наличием поверхностей с параллельно смещенными осями. Величина смещения, осей называется эксцентриситетом.
Обработка эксцентриковых деталей на токарных станках может осуществляться: 1) в. 3-кулачковом патроне; 2) на оправке; 3) в 4-кулачковом патроне или на планшайбе; 4) по копиру; 5) в смещенных центрах; 6). при помощи центросместителей.
при помощи центросместителей.
Обработка эксцентриков. Эксцентрики небольшой длины могут быть обработаны одним из первых четырех способов.
В 3-кулачковом патроне ось обрабатываемой эксцентриковой поверхности совмещается с осью вращения установкой подкладки под один из кулачков патрона (рис. 244, а). Толщину ее с достаточной для практики точностью можно определить по формуле
Для уменьшения погрешности установки подкладку рекомендуется вырезать из кольца, отверстие которого выполняется по диаметру обрабатываемой детали. На выпуклой стороне подкладки срезают углы так, чтобы опорная площадка b была меньше ширины рабочей поверхности кулачка.
Если заготовка эксцентрика имеет ранее выполненное отверстие, ее обрабатывают с установкой на оправке (рис. 244, б). На торцах последней расположены две пары центровых отверстий, смещенных на величину эксцентриситета. Обработка ведется за две установки в центрах. В первой установке относительно отверстий А-А обтачивают поверхность Г, во второй
— относительно отверстий Б-Б обтачивают поверхность В.
Смещенную поверхность эксцентрика можно также обработать с установкой в 4-кулачковом патроне или на планшайбе. В этом случае на торце заготовки разметкой находят положение обрабатываемой поверхности, а затем ось ее совмещают с осью шпинделя одним из способов, описанных по рис. 237, виг.
При обтачивании эксцентрика по копиру (рис. 244, в) на оправку 2 устанавливается копир 3, промежуточная втулка 4, заготовка 5, шайба 6, закрепляемые гайкой 7. Оправка коническим хвостовиком устанавливается в отверстие шпинделя и затягивается длинным винтом или поджимается задним центром. В резцедержателе закрепляются широкий ролик 1 и резец 8. Ролик плотно прижимается к копиру пружиной, установленной в суппорте вместо винта поперечной подачи. При включении продольного перемещения суппорта резец будет обтачивать деталь по профилю копира.
Обработка эксцентриковых и коленчатых валов. Поверхности таких валов обрабатывают в смещенных центрах, если они размещаются на торцах- детали, или при помощи центросместителей.
Первый способ изображен на рис. 245, а. Для этого заготовку вначале обтачивают в нормальных центрах А-А до диаметра D. Вторую пару центровых отверстий Б-Б размечают и накернивают на торцах заготовки, после чего сверлят. У небольших заготовок это можно выполнить ручным способом центрования на токарном станке. В этом случае центровочное сверло устанавливается в шпиндель станка при помощи сверлильного патрона, а заготовку, зажатую в левой руке, опирают накерненным углублением на задний центр и подают вперед к сверлу перемещением пиноли задней бабки.
У заготовок крупных размеров смещенные центровые отверстия выполняют на центровочных станках либо посредством специально, го приспособления — кондуктора на сверлильных станках.
Если эксцентриситет большой и не позволяет разместить смещенные центровые отверстия на торце детали, их выполняют в съемных центросместителях, которые закрепляют на предварительно обточенные концевые шейки вала. При этом смещенная пара центровых отверстий должна располагаться строго в одной диаметральной плоскости. Пример такого способа обработки коленчатого вала показан на рис. 245, б. Коренные шейки 3 обтачиваются при установке заготовки по центровым отверстиям А-А центросместителей 7, шатунные шейки 2 и 5—соответственно в смещенных центровых отверстиях Б-Б и В-В.
Пример такого способа обработки коленчатого вала показан на рис. 245, б. Коренные шейки 3 обтачиваются при установке заготовки по центровым отверстиям А-А центросместителей 7, шатунные шейки 2 и 5—соответственно в смещенных центровых отверстиях Б-Б и В-В.
Балансировку неуравновешенных частей осуществляют противовесом 7, который закрепляют на поводковой планшайбе 8, а жесткость вала повышают распорными стержнями 4 и 6.
Автор — nastia19071991
Лучшие цены на токарные центрирующие инструменты — Выгодные предложения на токарные центрирующие инструменты от глобальных продавцов токарных центрирующих инструментов
Отличные новости !!! Вы попали в нужное место для токарных центровочных инструментов. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот лучший центрирующий инструмент для токарных станков в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инструменты для центрирования токарного станка на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в центрирующих инструментах для токарных станков и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести инструменты для центровки токарных станков по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Обзоры
center for lathe — интернет-магазины и отзывы на center for lathe на AliExpress
Отличные новости !!! Вы попали в нужное место для токарного станка.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший центр для токарного станка вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели токарный центр на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в токарном центре и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести center for lathe по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Китай производитель токарных станков с ЧПУ, Обрабатывающий центр с ЧПУ, поставщик фрезерных станков с ЧПУ
Фрезерный станок с ЧПУ
Видео
Цена FOB:
24 000–30 000 долларов США
/ Задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
22 000–24 000 долларов США
/ Задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
15 000–18 000 долларов США
/ Задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
16 200–17 200 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
20 000–22 000 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
14 500–15 400 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
65 000–78 000 долларов США
/ задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Токарный станок с ЧПУ
Видео
Цена FOB:
9 900–10 300 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
6 200-7 000 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
4 000–4 600 долл. США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
8 300–8 800 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
37 000–38 000 долл. США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
37 000–38 000 долл. США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
13 500–14 000 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
4 600–4 900 долларов США
/ задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
13 000–20 000 долларов США
/ задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
37 000–44 000 долларов США
/ задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
5000-7000 долларов США
/ задавать
Мин.Порядок:
1 комплект
Связаться сейчас
Видео
Цена FOB:
21 000–22 000 долларов США
/ Коробка
Мин.Порядок:
1 коробка
Связаться сейчас
Ремонт легкосплавных дисков Токарный станок с ЧПУ
Видео
Цена FOB:
11 800-12 300 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
12 800–13 500 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
12 200–12 700 долларов США
/ Кусок
Мин.Порядок:
1 кусок
Связаться сейчас
Видео
Цена FOB:
10 000–14 200 долл. США
/ Коробка
Мин.Порядок:
1 коробка
Связаться сейчас
Видео
PPT — Конусная токарная обработка на центрально-токарном станке Презентация PowerPoint, скачать бесплатно
Конусная токарная обработка на центрально-токарном станке
Центровочный станок Защитный патрон Задняя бабка На рисунке слева показан центральный токарный станок, который используется для токарной обработки металлов Передняя бабка станины Составная ползунок Поперечный суппорт Стойка для инструмента Седельное колесо Основные детали показаны на рисунке EmergencyStop
Поворот конуса Прежде всего закрепите стержень в патроне с помощью ключа патрона.
Поворот конуса Теперь поверните составной суппорт на желаемый угол.
Поворот конуса Далее Опустите кожух на место.
Поворот конуса Переместите инструмент ближе к заготовке с помощью седельного колеса.
Поворот конуса Включите токарный станок
Поворот конуса Используйте составной суппорт, чтобы снять первый небольшой отрезок прутка
Поворот конуса Используйте составной суппорт, чтобы взять составной суппорт первый небольшой отрезок стержня (около 1 мм)
Поворот конуса Затем намотайте составной суппорт назад
Поворот конуса Переместите поперечный суппорт внутрь, чтобы сделать второй надрез.
Поворот конуса Используйте составной ползун, чтобы сделать второй надрез.
Поворот конуса Повторяйте этот процесс до тех пор, пока не будет достигнут желаемый конус (не забывайте делать легкий рез при каждом проходе режущей кромки инструмента)
Поворот конуса Выключите токарный станок.
Поворот конуса Поднимите защитный кожух.
Обточка конуса Снимите заготовку.
Процесс завершен Хорошо готово
CentreLathe Защитный патрон Задняя бабка На рисунке слева изображен центральный токарный станок, который используется для токарной обработки металлов Станина Передняя бабка Составная ползунок Поперечный суппорт Основные части, как показано Седло wheel EmergencyStop Назад
Неверно Нажмите здесь, чтобы попробовать еще раз
Пункты с меткой «Токарный станок» — Thingiverse
3-х кулачковый токарный патрон
по bobwomble
7 янв.2015 г.
8117
9732
162
Мини-токарный станок с 3D-печатью
по Branez
7 сен.2015
4867
5392
79
Microlathe — Параметрический токарный станок для печати
по cathalgarvey
13 янв.2010 г.
3472
4740
46
МИНИ-ТОКАРНЫЙ СТАНОК СДЕЛАНО
от electricdiylab
5 сен 2018
2370
2647
32
2.5-дюймовый трехкулачковый патрон
автор: mdkendall
26 ноя.2017
1590
2011 г.
92
Dremel lathe remix
по bcoover
16 августа 2015 г.
1503
2203
14
Центр искателя (квадратный / круглый)
Мариус Хорнбергер
14 декабря 2018 г.
Краткое руководство по токарным автоматам с ЧПУ: CITIZEN MACHINERY JAPAN CO., ООО
Схемы для более полного понимания Краткое руководство по токарным автоматам с ЧПУ
Citizen Machinery предоставляет нашим клиентам
токарные автоматы с ЧПУ, которые
поддерживают их различные отрасли промышленности
и средства к существованию.
Насколько хорошо вы знаете о функциях
и технических характеристиках наших токарных автоматов с ЧПУ?
Информация здесь предназначена для того, чтобы помочь вам
углубить познания в мире токарных автоматов
.
Что такое станок?
Начнем с того, что «токарный автомат с ЧПУ» — это один из видов станков.Но тогда что такое станок? Станки — это машины, которые производят машины, иногда их называют «матерями машин». Эти машины, известные под общим названием «станки», используются для создания компонентов путем резки и обработки преимущественно металлических материалов. Практически все продукты, которые мы используем каждый день, впервые стали возможны благодаря этим станкам.
Токарные и токарные станки с ЧПУ
Токарный станок — лишь один из многих типов станков, существующих сегодня.Токарные станки работают, приводя лезвие в контакт с вращающейся металлической заготовкой, чтобы вырезать и придать ей форму. Это работает что-то вроде заточки карандаша. На заре компьютерной эры токарные станки постепенно превратились в «токарные станки с ЧПУ». NC расшифровывается как «числовое управление», что означает использование числовых значений для управления скоростью и положением токарного станка с помощью компьютера.
Основные сведения о токарных автоматах с ЧПУ, часть 1
«Токарные автоматы с ЧПУ» — близкие родственники токарных станков с ЧПУ.По используемым рабочим материалам бывают двух типов:
станок для обработки стержней и станок для обработки патронов.
В то время как обработка прутка включает в себя подачу длинного прутка (например, 3 м) в токарный станок каждый раз, когда выполняется одна деталь, толкание его вперед и захват в следующем положении. Этот метод позволяет нарезать такие продукты, как нарезанные батончики или конфеты, из брусков. Поскольку этот тип станка создавался с целью производства без участия человека, его назвали «токарным автоматом». Обработка патроном относится к методу подачи деталей по одной, каждая деталь сначала зажимается, затем обрабатывается и заменяется на новую деталь для обработки.
Основные сведения о токарных автоматах с ЧПУ, часть 2
Также существуют разные типы машинных конструкций. Когда инструмент соприкасается с заготовкой рядом с местом, где он удерживается (возле патрона), он не провисает, но легко провисает, когда это делается подальше от патрона. Чтобы заготовка не провисала при обработке длинных и мелких деталей, используется устройство, поддерживающее заготовку перед инструментом — это устройство называется направляющей втулкой.Поскольку патрон (сторона передней бабки) перемещается при удерживании заготовки, станки с направляющей втулкой называются токарными станками с продольной бабкой. Есть и другие токарные автоматы, в которых инструмент перемещается, а передняя бабка фиксируется на месте. Токарные станки с фиксированной передней бабкой лучше всего подходят для обработки более толстых и коротких деталей.
Особенности токарных автоматов моделей
Существуют токарные автоматы с продольной бабкой и токарные автоматы с фиксированной передней бабкой.
Первый тип поставляется с направляющей втулкой и перемещает переднюю бабку в продольном направлении, что делает этот тип особенно подходящим для обработки длинных и тонких деталей.Последний, с другой стороны, особенно подходит для обработки более толстых и коротких деталей, поскольку его передняя бабка не перемещается, а его инструмент перемещается в продольном направлении. В моделях типа скользящей бабки Cincom в основном используется набор инструментов, а в моделях с фиксированной стойкой Miyano в основном используется револьверный инструмент. Существуют также станки, в которых используется комбинация инструментов и револьверных головок, например Cincom M16 / 32 и Miyano BNA-42GTY.
Давайте посмотрим на
токарный автомат Cincom
.
Передняя бабка сайдинга Cincom
Тип
Модели
Cincom особенно подходят для обработки более длинных и тонких деталей. В основном используются для создания высоконадежных деталей из пруткового материала диаметром от ø0 до ø32.
Заглянем внутрь токарного автомата Miyano
.
Miyano
Фиксированная бабка типа
Модели Miyano особенно подходят для обработки более толстых и коротких деталей. В основном используются для создания высоконадежных деталей из пруткового материала диаметром до ø64.
Miyano Chucker
(станок для обработки патронов)
Miyano Chucker — это специальный высокоточный станок для обработки патронов.
Miyano Chucker — это станок для обработки патронов с комплектом инструментов. Этот станок особенно подходит для высокоточной обработки и последующей обработки, например отверстий, нарезания резьбы и снятия фасок на заготовках от ø10 мм до ø40 мм. Помимо возможности выбора типа патрона в зависимости от компонента, эти станки также могут быть оснащены устройством для перемещения компонента к патрону и удаления обработанного компонента за пределы станка после завершения.Поскольку большинство машин в этой линейке относительно небольшие, их также можно устанавливать в небольших помещениях на заводах и фабриках.
Возможность выбрать подходящий патрон для обрабатываемой детали — одно из преимуществ станка для обработки патронов.
Особым преимуществом Miyano Chucker является то, что можно выбрать оптимальный патрон для любой детали, независимо от того, является ли цель иметь более надежный захват, иметь немного более мягкий захват для участков, которые могут легко деформироваться, и обрабатывать с очень высокой точностью.
.
Want to say something? Post a comment
Want to say something? Post a comment